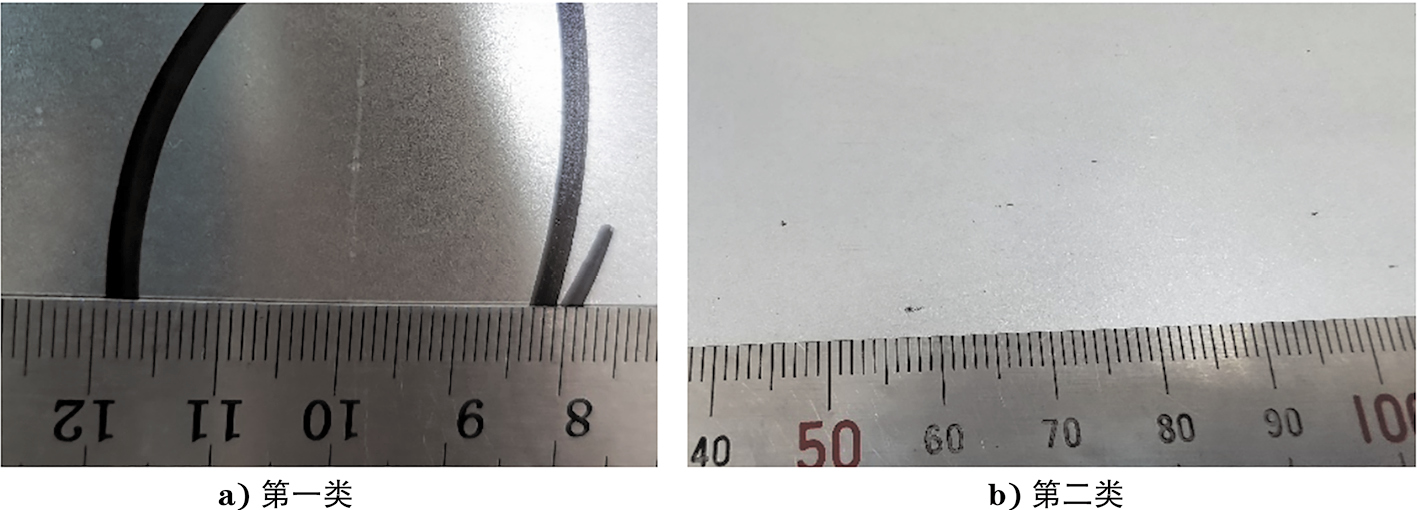
图 1 两类点划伤缺陷的宏观形貌

连续热镀锌钢板具有优良的耐腐蚀性、焊接性、成形性和涂装性等,在汽车、家电、建筑等行业中应用广泛。当连续热镀锌钢板用作汽车外板时,对其表面质量要求较高,不允许出现夹杂、划伤、锌渣等缺陷。当连续热镀锌钢板用作家电板时,如裸用的计算机机箱、洗碗机等,对其色差类缺陷要求较高。热浸镀是一个复杂的过程,容易产生锌渣、锌灰、锌花不均、锌层腐蚀等缺陷。笔者采用一系列理化检验方法对两类热镀锌生产过程中出现的点划伤缺陷进行分析,查明了缺陷产生的原因,并提出相应的解决措施,以避免该类问题再次发生。
两类点划伤缺陷的宏观形貌如图1所示。由图1可知:第一类点划伤缺陷的形貌为上表面无规律出现,缺陷的长度约为20~40 mm,宽度约为0.3 mm,细线中陆续出现数个点状缺陷;第二类点划伤缺陷的形貌为上表面间断出现的牛毛状点状缺陷,缺陷的长度约为2 mm,宽度约为0.5 mm,尾部存在黑点特征,主要分布于带钢宽度的1/4和3/4位置,偶尔出现在带钢中部。
两类缺陷对应材料的化学成分分析结果如表1所示。
| 缺陷类型 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | Ti | Nb | |
| 第一类 | 0.016 5 | 0.007 3 | 0.182 | 0.016 6 | 0.005 7 | 0.045 4 | 0.000 1 | 0.000 3 |
| 第二类 | 0.001 7 | 0.006 5 | 0.158 | 0.013 5 | 0.005 4 | 0.031 6 | 0.050 8 | 0.000 3 |
第一类点划伤缺陷镀层表面的SEM形貌如图2所示。由图2可知:缺陷处平整程度较轻,说明该处的镀层较薄,导致镀层未被有效平整;缺陷内部锌层结晶形成的褶皱形貌清晰可见,较平的区域内发现数个尺寸约为20 μm的漏镀点,且沿划伤长度方向分布;漏镀点内部发现大量丝状物。
使用能谱仪对丝状物进行分析,分析位置如图2c)所示,分析结果如表2所示,可见丝状物含有较高含量的O、Al、Fe等元素,符合漏镀的特征。
| 分析位置 | 质量分数 | ||||
|---|---|---|---|---|---|
| C | O | Al | Fe | Zn | |
| 谱图1 | 9.67 | 2.54 | 7.26 | 39.68 | 40.84 |
| 谱图2 | 5.03 | 3.24 | 3.48 | 57.55 | 30.70 |
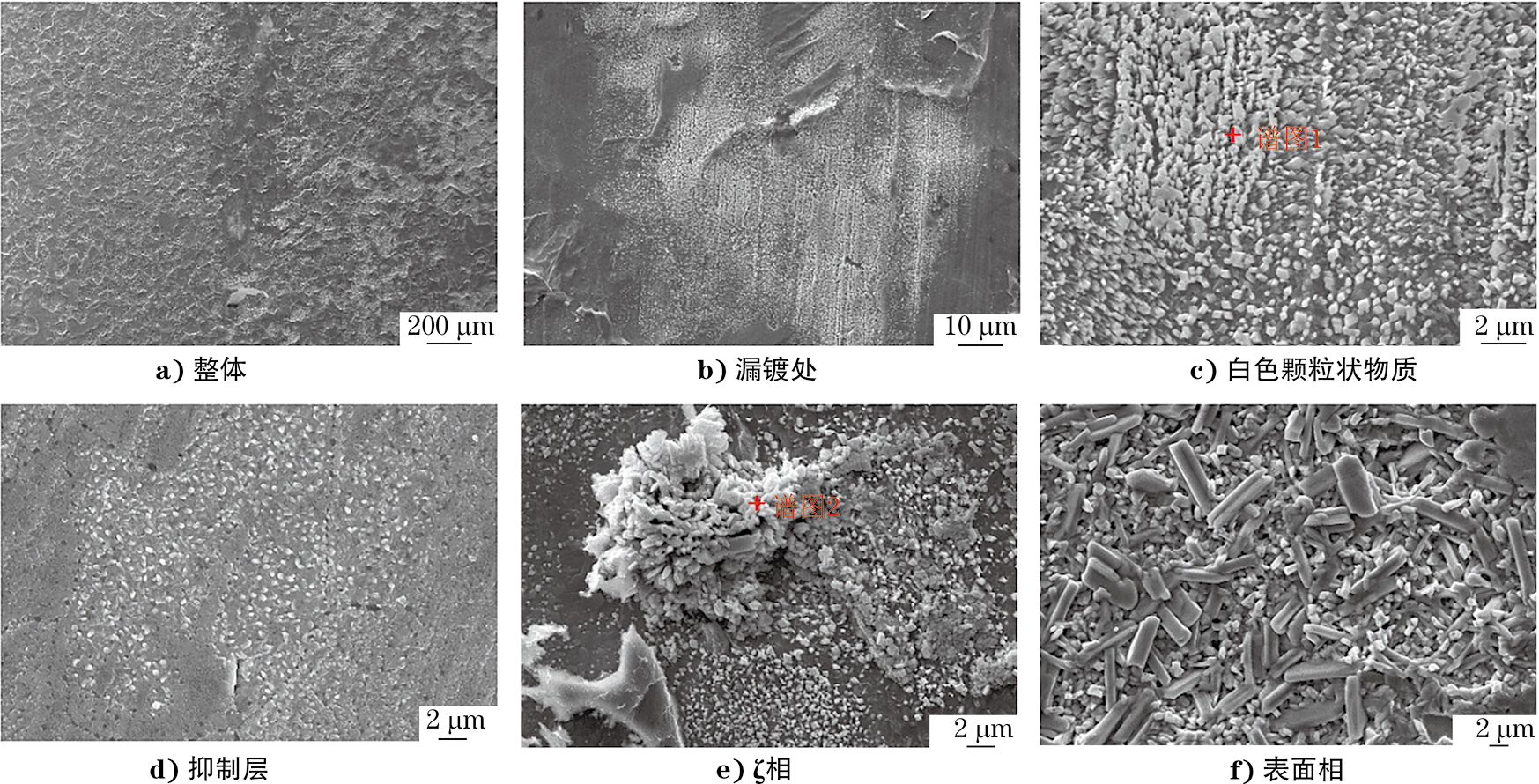
将镀层表面进行部分溶锌处理,处理后镀层表面的SEM形貌如图3所示。由图3可知;经过少量溶锌后,正常区域处的锌层仍然保留较多,但缺陷处的锌层基本已被溶解完毕,即缺陷处的镀层偏薄,表面漏镀处下方可见大量的白色颗粒状物质,其形貌与抑制层有所不同;抑制层是带钢入锌锅后首先形成的相,在锌浴中加入约0.2%(质量分数,下同)的Al,Al和Fe的亲和力高于Zn和Fe,带钢会优先与Al反应形成一层数百纳米厚度的Fe2Al5相,称为抑制层,其目的是提高镀层结合力;缺陷周围正常处抑制层的颗粒较稀疏,颗粒的形态呈现椭圆形,颗粒与颗粒之间的界限明显,而缺陷处发现滩状颗粒物较密集,呈长条形;在抑制层部分位置发现典型的ζ相,这是锌铁之间发生扩散后形成的相,说明该处的抑制层无法抑制锌铁的扩散;合金化热镀锌外板中的典型表面相结构与缺陷中发现的类似,说明该缺陷中形成了锌铁合金相。
在垂直于缺陷处进行切割,制备截面金相试样,试样的SEM形貌如图4所示,在镀层和基板的界面处发现典型的ζ相,说明该缺陷与锌铁合金相的形成有关。
使用能谱仪对白色颗粒状物质和ζ相进行分析,分析位置如图3c),3e)所示,分析结果如表3所示,发现白色颗粒状物质和ζ相含有较高含量的Al、Zn元素,而抑制层中含有较高的Al元素,基本不含有Zn元素。
| 分析位置 | 质量分数 | ||||
|---|---|---|---|---|---|
| C | O | Al | Fe | Zn | |
| 谱图1 | 5.53 | 0.71 | 1.75 | 53.59 | 38.43 |
| 谱图2 | 7.30 | — | 1.16 | 10.57 | 80.96 |
第二类点划伤缺陷镀层表面的SEM形貌如图5所示。由图5可知:缺陷处的镀层明显偏薄,且局部存在漏镀,漏镀的边缘发现大量异物,没有发现上述锌铁合金相的特征,该缺陷可能与镀锌前板面存在异物有关。
使用能谱仪对异物处进行分析,分析位置如图5c)所示,分析结果如表4所示,可见异物主要含有O、Cr等元素。
| 分析位置 | 质量分数 | |||
|---|---|---|---|---|
| C | O | Cr | Fe | |
| 谱图1 | 4.83 | 27.90 | 64.92 | 2.35 |
| 谱图2 | 4.00 | 27.92 | 63.72 | 4.36 |
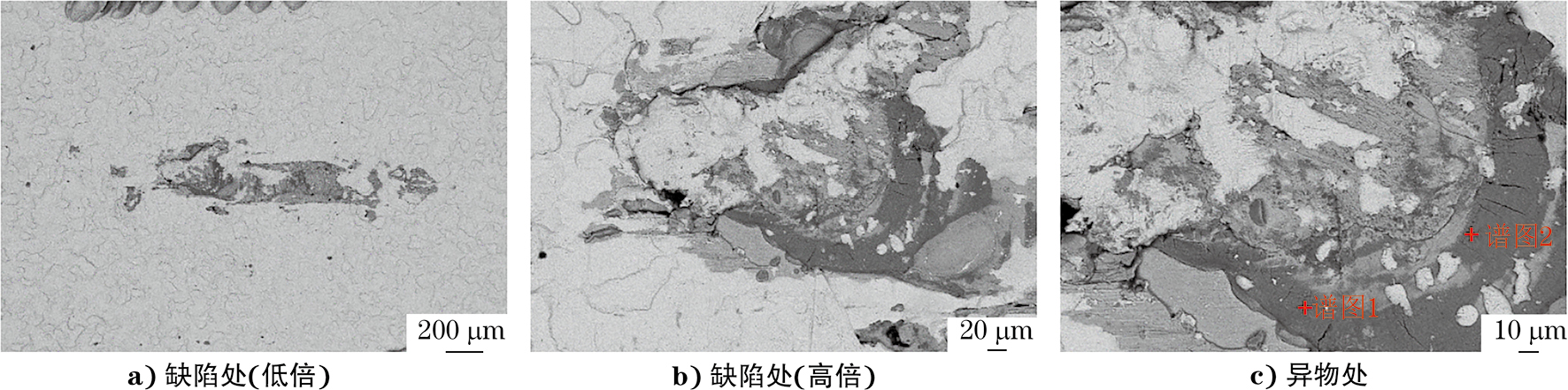
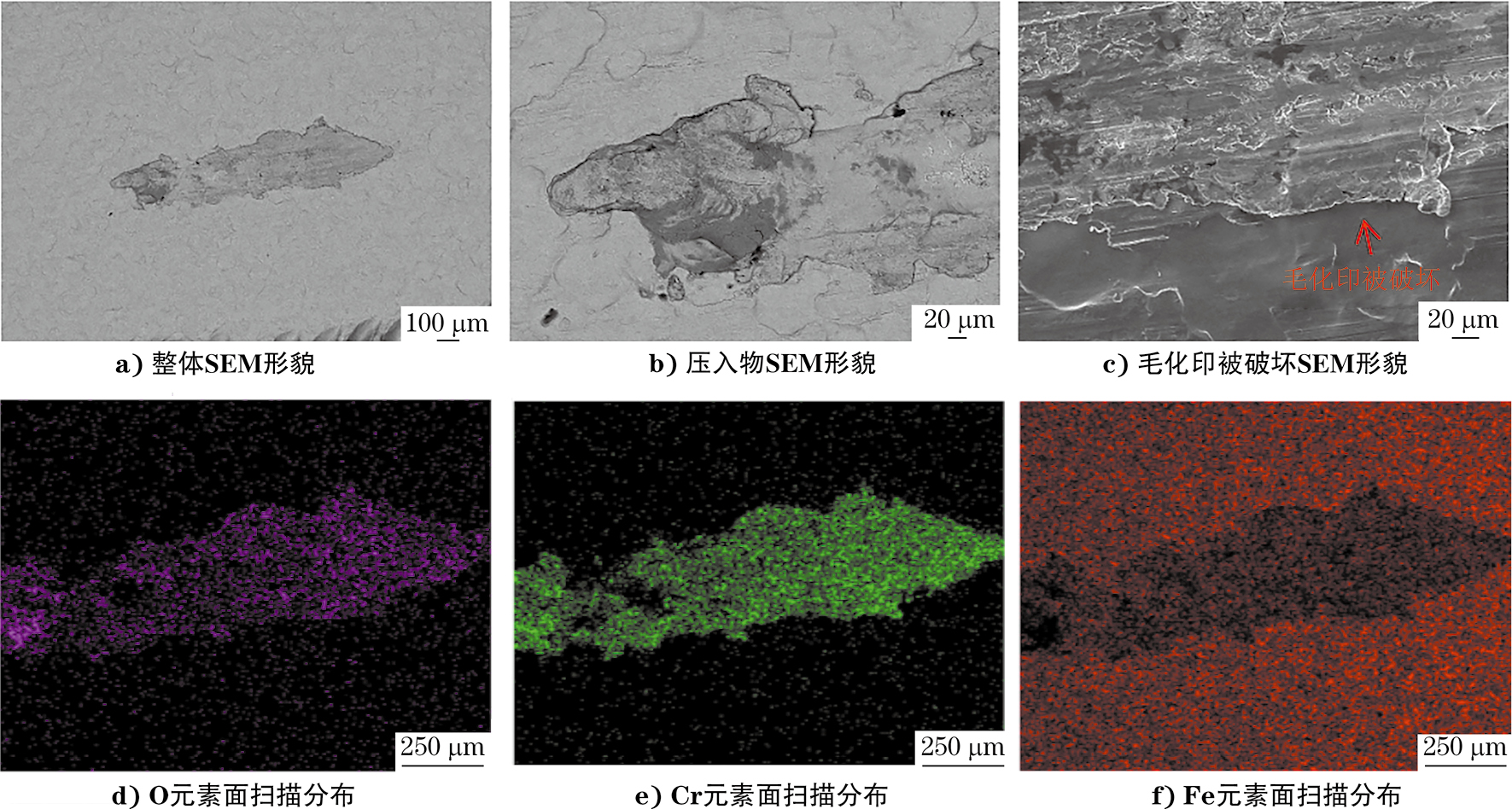
将表面镀层完全溶解去除,基板表面的SEM形貌和面扫描结果如图6所示。由图6可知:缺陷处基板表面存在明显的异物压入特征,压入物主要含有O、Cr等元素,且Cr元素的含量较高;异物下方的毛化印被破坏,说明异物压入发生在轧机之后,该缺陷出现在镀锌入口到锌锅段。
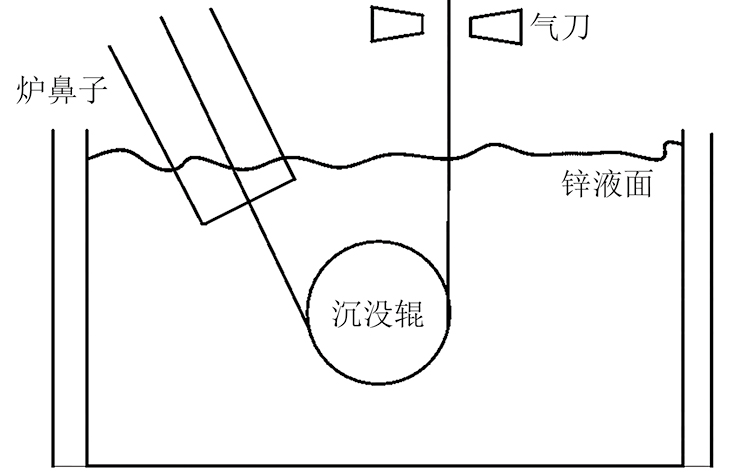
由上述理化检验结果可知,第一类点划伤缺陷处有明显的锌铁合金相,其形成原因与锌灰有关。连续热镀锌锌锅结构如图7所示,在连续热镀锌锌锅区域,炉鼻子是连接退火炉与锌锅的通道,炉鼻子内部的温度和湿度分别约为460 ℃,150 Pa,在这种工况环境下,炉鼻子锌液面处会发生蒸发现象,锌蒸汽弥漫在炉鼻子内部,遇冷发生凝结,形成锌灰,伴随着带钢运行、设备振动等,锌灰逐步掉落到带钢表面,形成锌灰缺陷。
带钢表面存在锌灰,在高温的作用下,会迅速发生锌铁之间的扩散反应,在表面生成FeZn7等锌铁合金相,与合金化热镀锌中,锌铁之间的扩散机制相似,这一过程发生在带钢进入锌液面之前。在带钢进入锌液后,锌锅中因加入了约0.2%(质量分数)的Al,导致锌锅中的Al与Fe更容易结合,首先在基板表面形成Fe2Al5和FeAl3抑制层;缺陷处因存在锌铁合金相和部分未反应的氧化锌,导致表面未能形成抑制层。在气刀的作用下,出锌锅后表面未凝固的锌液和内部的锌灰沿带钢长度逐渐向下移动,在移动的过程中,形成条状划伤缺陷,且部分锌液发生凝固,形成点状缺陷,最终形成多条点坑状划伤缺陷,其形成机制如图8所示。升高炉鼻子露点温度,使锌蒸气在锌液面发生氧化反应,在液面形成一层薄氧化膜,抑制锌蒸气的继续蒸发,可有效防止炉鼻子内产生凝固态锌[1-2]。但露点控制不当会使部分水蒸汽凝固在带钢表面,形成漏镀缺陷。因此,在生产实践中需选择合适的露点。
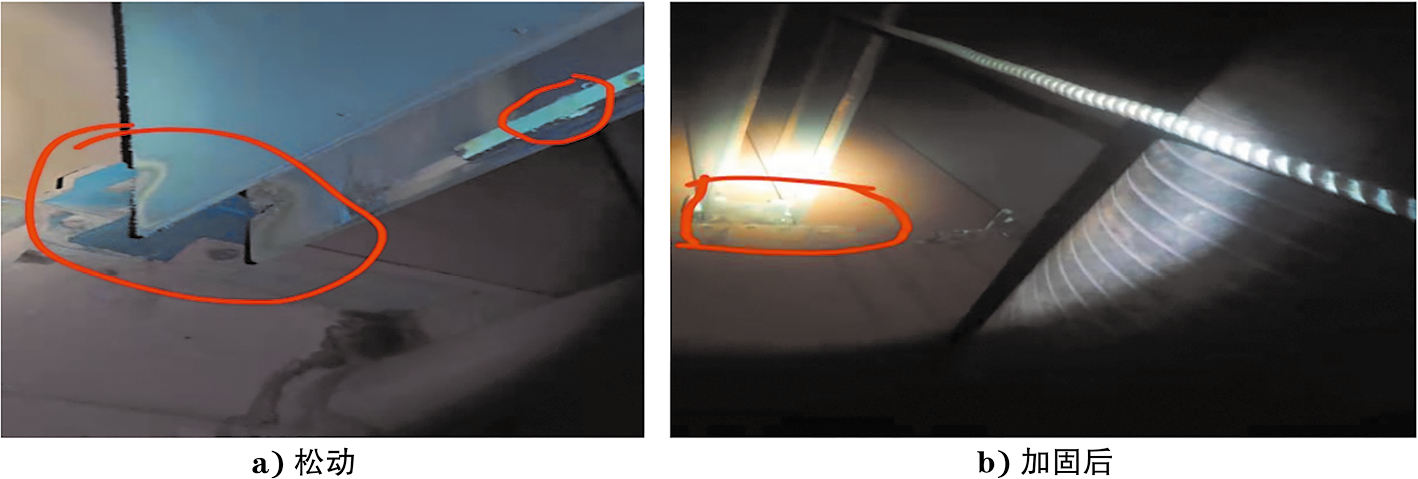
对第二类点划伤缺陷发生时进行跟踪,在退火入口段未发现类似的缺陷,清洗后出现该类缺陷,说明该缺陷极有可能产生于清洗阶段。经过冷轧轧制后,带钢表面存在轧制油、铁粉等脏污,因此在进入连续退火炉之前,要对表面进行清洗。目前,用于连退机组预清洗工艺的方法主要有:化学清洗法、物理清洗法、电解清洗法、组合清洗法等[3],该机组采用化学清洗和电解清洗的组合方式,其中电解清洗是将带钢作为阴极或阳极,在带钢表面析出氢气或氧气,将附着于带钢表面的油膜破坏。机组的电解清洗槽包含了沉没辊、转向辊、电解槽、电极板等设备,其中带钢两侧存在电极板。在对清洗段检查的过程中,发现电解槽阳极板的固定块缺失,导致阳极板松动[见图9a)]。阳极板的筋条与带钢有接触磨损,磨损异物造成带钢的一侧出现点坑状划伤,将电解槽阳极板的固定块重新安装加固,防止电极板松动[见图9b)]。
第一类点划伤缺陷的产生与炉鼻子处的锌灰有关,锌灰黏附在带钢表面,造成表面局部漏镀以及锌层的附着性变差,出锌锅后,在气刀的吹扫作用下,局部向下流动,在锌灰移动的过程中,表面形成点划伤缺陷。通过合理控制炉鼻子处的露点,可以避免产生该类缺陷。
第二类点划伤缺陷与电解清洗段电极板固定块松动有关,带钢在高速经过电极板时,与松动的阳极板筋条发生碰撞,造成表面划伤。通过对电极板进行固定,可以避免产生该类缺陷。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号