0. 引 言
为应对气候变化和推动绿色低碳发展,天然气使用量大幅度提升,其存储、运输设备呈现高速增长态势,其中液化天然气(LNG)储罐的建造受到重视。9Ni钢具有良好的低温韧性、较高的强度、较低的热膨胀系数,成为国内外制造LNG储罐的主要用材[1-3]。因镍价高涨及我国镍资源贫乏,镍含量更低的7Ni钢成为替代9Ni钢的重要选择之一。经过合金化和热处理,7Ni钢的性能可与9Ni钢相媲美,并且价格可以下降约20%,具有更高的经济效益。目前,7Ni钢在国际上已有应用案例,国内也已工业化试制成功[4-7],且于2023年被正式列入我国标准GB/T 713.4—2023《承压设备用钢板和钢带 第4部分:规定低温性能的镍合金钢》中,牌号为06Ni7DR,但国内还没有该钢工程化应用的案例。
LNG储罐制造离不开焊接,焊条电弧焊操作灵活、费用低、适应性强、可适用于全位置焊接,是应用最广泛的焊接方法,目前针对7Ni钢的焊接研究以焊条电弧焊为主。陈凯力等[6]采用焊条电弧焊对30 mm厚7Ni钢板进行了焊接,研究了焊接热输入对接头力学性能的影响;蔡潇涛等[8]对20 mm厚的7Ni钢板进行焊条电弧焊,发现接头的力学性能满足LNG工程的使用要求;CAI等[9]研究了7Ni钢与高锰钢异种材料焊条电弧焊接头的断裂韧性。目前,有关7Ni钢焊接的报道很少,研究缺少系统性,同时在LNG储罐制造过程中,因储罐大小、部位不同,会涉及到不同厚度7Ni钢板的焊接。因此,作者采用焊条电弧焊对10 mm厚7Ni钢进行焊接,研究了接头的组织和力学性能,以期为7Ni钢的工程化应用奠定基础。
1. 试样制备与试验方法
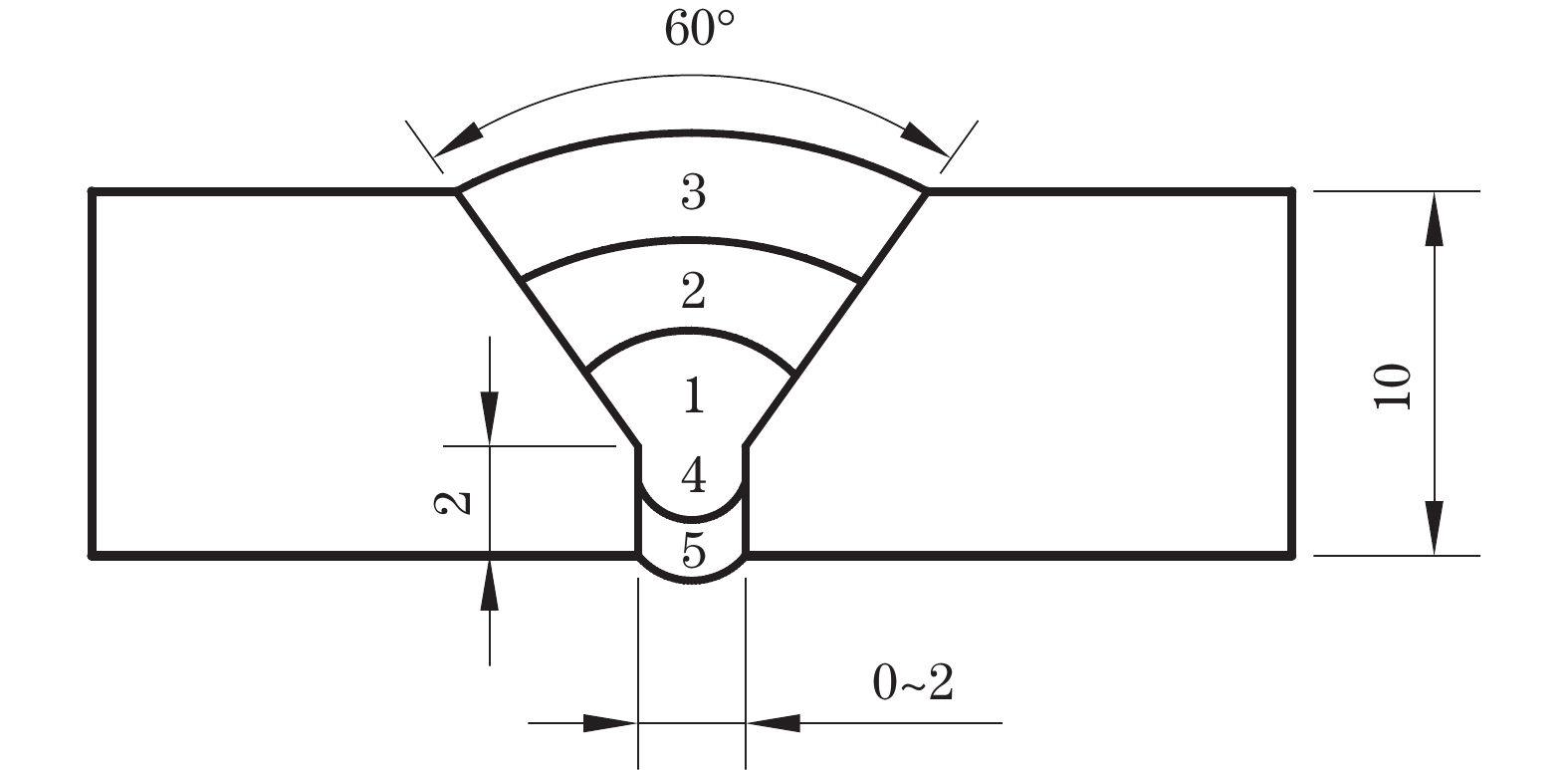
母材为南钢生产的7Ni钢板,尺寸为10 mm×130 mm×500 mm,供货状态为淬火+回火态。焊接材料选择天泰生产的直径4 mm ENiCrMo-6焊条。母材和焊条的化学成分如表1所示,力学性能如表2所示。采用焊条电弧焊方法对钢板进行多层多道焊接,如图1所示,采用单边30°的V型坡口,钝边为2 mm,根部间隙为0~2 mm,正面三道,背面两道,焊接前对坡口及其周围进行打磨清理。采用平焊、交流电焊,焊前不预热,道间温度控制在150 ℃以内。参考9Ni钢焊接经验制定7Ni钢焊接工艺参数,如表3所示,焊接试验由苏州圣汇装备有限公司完成。
采用超声、X射线、渗透方法对焊接接头进行无损检测。在焊接接头上垂直于焊接方向截取同时包括焊缝、热影响区及母材的金相试样,打磨、抛光,用体积分数4%硝酸乙醇溶液对热影响区和母材腐蚀20~25 s,用体积分数10%铬酸溶液对焊缝进行电解腐蚀,电压为2.5 V,电流为0.6 A,采用ZEISS Axio Observer 3m型光学显微镜、ZEISS Merlin Compact型热场发射扫描电镜(SEM)观察不同区域的显微组织和微观形貌,并用SEM配套的能谱仪(EDS)分析微区成分。采用SY-YQ-103型数显维氏硬度计进行硬度测试,载荷为98.07 N,保载时间为10 s,测试位置位于接头截面(垂直于焊接方向)不同区域的上部、中部和下部,测试点间距均为1 mm。按照NB/T 47014—2011《承压设备焊接工艺评定》,在焊接接头上以焊缝为中心垂直于焊接方向截取2个拉伸试样,标距部分尺寸为30 mm×20 mm×10 mm,按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》,采用SHT4605型微机控制电液伺服万能试验机进行室温拉伸试验,拉伸速度为18 mm·min−1。按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》,在焊接接头上垂直于焊接方向截取尺寸为7.5 mm×10 mm×55 mm的冲击试样,开V形缺口,缺口分别位于热影响区和焊缝中心,采用ZBC2302-C型摆锤式冲击试验机进行−196 ℃低温冲击试验。采用Zeiss Merlin Compact型扫描电镜观察拉伸和冲击断口形貌。按照GB/T 2653—2008《焊接接头弯曲试验方法》,在焊接接头上以焊缝为中心垂直于焊接方向截取尺寸为10 mm×10 mm×260 mm的弯曲试样,在SHT4605型微机控制电液伺服万能试验机上进行侧弯试验,压头直径为40 mm,压头下压速度为10 mm·s−1,弯曲角度为180°。
2. 试验结果与讨论
2.1 宏观形貌和显微组织
无损检测结果显示,接头焊缝中无未熔合、气孔、裂纹、夹渣、未焊透等缺陷。由图2可以看出,焊缝正面和背面均无明显起伏,表面成形良好。
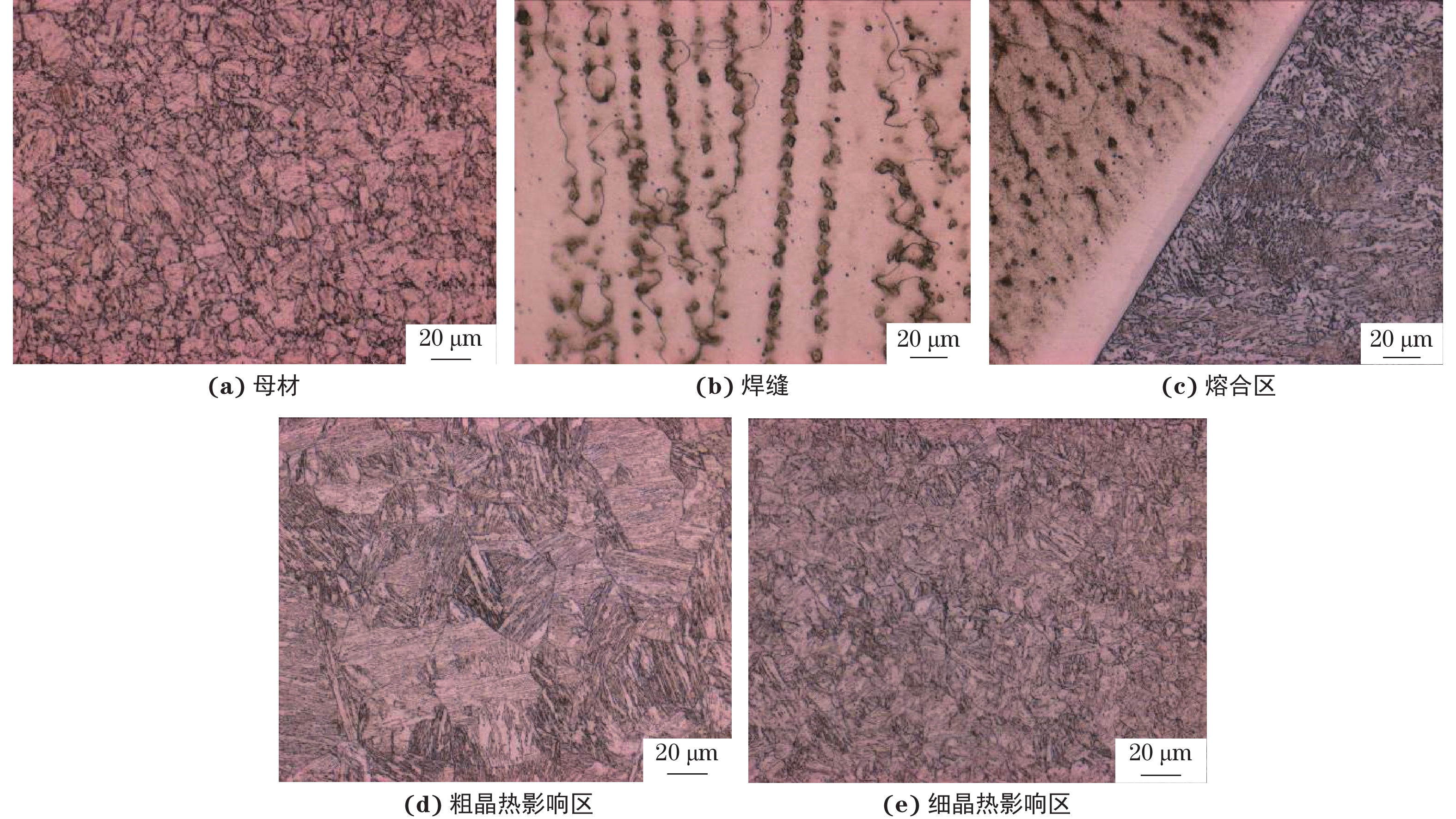
焊接接头由焊缝、熔合区、粗晶热影响区、细晶热影响区和母材组成。由图3可以看出:母材组织主要为回火马氏体和少量逆转变奥氏体[4],整体组织均匀、细小。焊缝主要由富镍奥氏体相和析出相组成,奥氏体呈粗大的树枝晶形态,且具有一定的方向性。熔池由边缘向中心凝固,温度梯度逐渐降低,液相温度与结晶温度之间的范围增大,形成的成分过冷区增大,从而出现树枝晶形态[2]。7Ni钢采取了降低镍含量,增加铬、钼含量的成分设计,铬、钼等合金元素一方面弥补镍含量下降造成的强度降低问题,另一方面促进了熔池凝固后期各种析出相的形成,因此焊缝中树枝晶间隙处存在一些弥散分布的析出相。熔合区主要由块状奥氏体组成,由于冷却速率大,偏析过程得到抑制,析出相最少。焊条电弧焊由于热输入低,受热量影响的部位较少,热影响区较窄。靠近熔合区的热影响区组织明显粗化,粗晶热影响区由粗大的板条马氏体和少量残余奥氏体组成。这是因为该区域在焊接过程中的温度远高于奥氏体转变温度,其组织中的回火马氏体完全转变为奥氏体并发生粗化,随后在快速冷却时转变成粗大的板条马氏体,同时还残留少量奥氏体[8]。细晶热影响区主要由细小板条马氏体和少量残余奥氏体组成,这是由于该区域的温度达到奥氏体化温度,但明显低于粗晶热影响区,不足以使晶粒剧烈长大,冷却后的组织也变得细小。
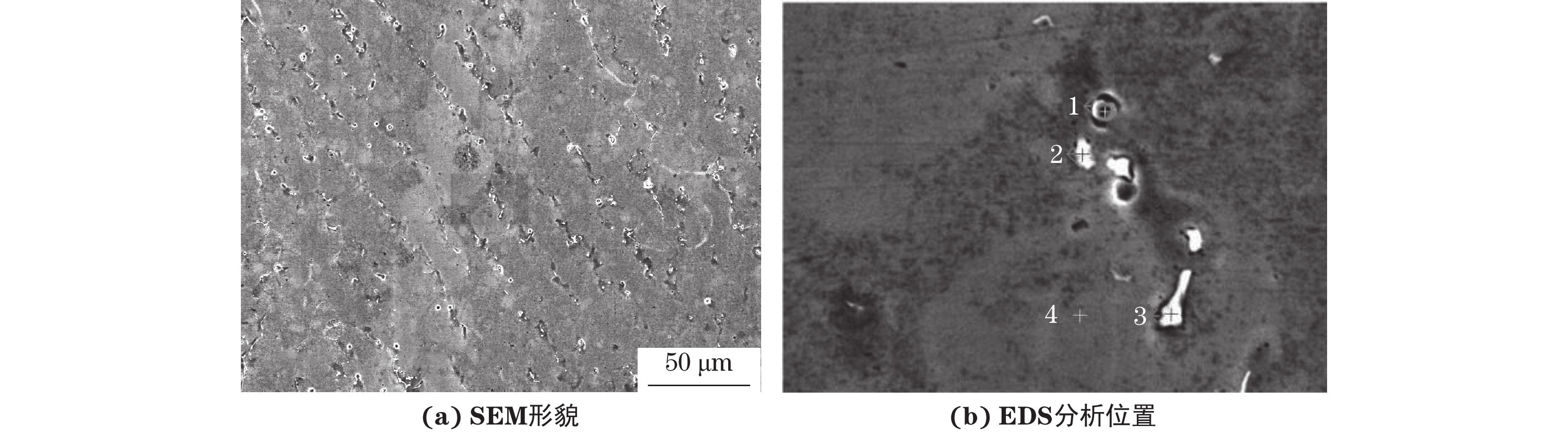
由图4和表4可以看出:接头焊缝中除存在奥氏体树枝晶外,还出现了白色颗粒状和链状析出相,这些析出相不连续地分布于奥氏体枝晶间;颗粒状析出相主要由碳、铬等元素组成,推测为含铬的碳化物[10],链状析出相主要由铁、镍、铌等元素组成,推测为Laves相[8,11]。
2.2 显微硬度
接头焊缝的硬度为170~194 HV,熔合区的硬度为220~243 HV,热影响区的硬度为280~299 HV,母材的硬度为246~263 HV。可知,接头热影响区的硬度最高,焊缝的硬度最低。热影响区在焊接过程中发生完全奥氏体化和马氏体转变,快速冷却过程导致马氏体中固溶较多的碳,因此该区域的硬度高于组织主要为低碳马氏体的母材和主要为奥氏体的焊缝。焊缝主要由硬度较低的奥氏体组成,同时由于多道焊时后道焊接对前道焊缝产生热循环作用,焊缝发生软化,因此硬度进一步降低。
2.3 拉伸性能
焊接接头的抗拉强度为763.5 MPa,满足ASTM A553/A553M-17 Standard Specification for Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9% Nickel标准规定的焊接接头抗拉强度不低于母材抗拉强度下限值690 MPa的要求。
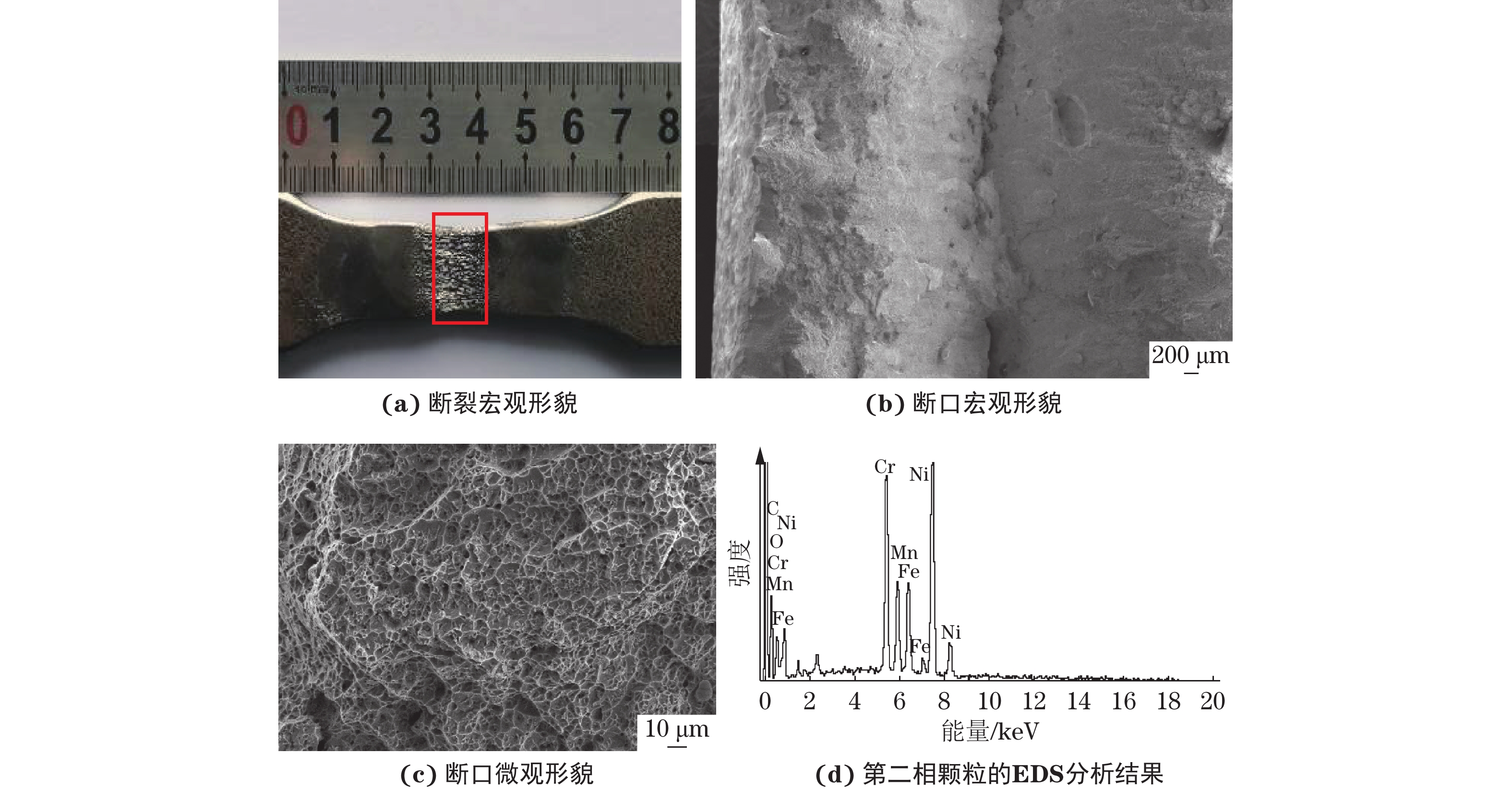
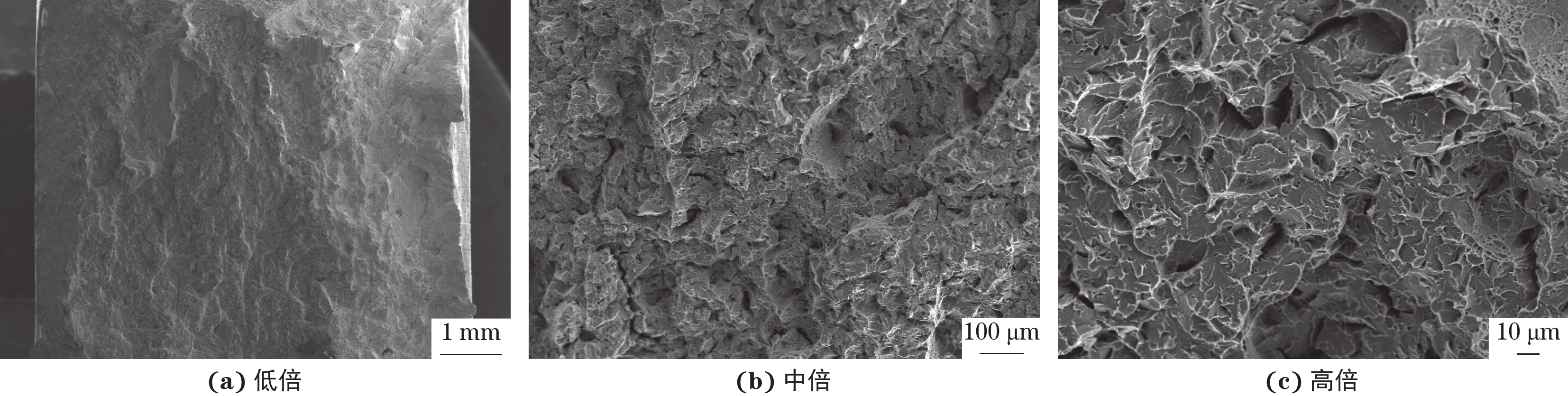
由图5可以看出,焊接接头拉伸断口处存在收缩现象,说明断裂前试样产生了明显的塑性变形,且拉伸试样的断裂位置在焊缝处。裂纹先在试样厚度方向的中部萌生,然后向板厚两侧表面逐渐扩展,形成一个较浅的V形裂纹。可知,试样开裂位置不在焊缝水平方向的中间位置,在裂纹扩展过程中,在拉应力的作用下,裂纹逐渐转变为与拉应力垂直的平面扩展,形成最后的快速断裂区。拉伸断口中存在大量等轴韧窝,在韧窝底部可以观察到大量第二相颗粒,这些析出相主要由碳、镍、铬、铁、锰等元素组成。焊接接头的主要断裂机制为由第二相断裂或第二相与基体界面脱离引起的微孔聚集性断裂,属于韧性断裂。
2.4 冲击韧性和弯曲性能
焊接接头焊缝的冲击吸收能量测试值分别为60.8,56.7,57.2 J,平均值为58.2 J;热影响区的冲击吸收能量测试值分别为53.7,65.0,59.1 J,平均值为59.3 J。由于焊缝主要为奥氏体相,而奥氏体几乎没有低温脆性,因此焊缝的低温冲击韧性较好。热影响区组织主要为粗大的板条马氏体和少量残余奥氏体,受板条马氏体高强度和残余奥氏体增韧作用的影响,热影响区的冲击韧性与焊缝相当。焊缝和热影响区的冲击吸收能量均满足ASTM A553/A553M-17 Standard Specification for Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9% Nickel标准规定的不低于母材冲击韧性下限值27 J的要求。
由图6和图7可以看出:焊缝冲击断口两侧有明显的向内收缩现象,断口存在一定起伏,说明在冲击过程中断口发生一定的塑性变形;断口主要呈纤维状,放大后可见大量韧窝、二次撕裂棱以及尺寸较大的析出相。热影响区冲击断口两侧收缩量较小,断口变形较小,表面存在平坦台阶状放射区以及较多的二次裂纹,断口中心区域可见解理台阶和韧窝,呈现混合断裂特征。
由图8可以看出:侧弯试验后焊接接头试样表面均未出现裂纹等缺陷,说明焊接接头具有良好的弯曲性能。
3. 结 论
(1)7Ni钢焊条电弧焊接头焊缝表面成形良好,未发现明显的焊接缺陷。焊接接头由焊缝、熔合区、粗晶热影响区、细晶热影响区和母材组成;焊缝组织由富镍奥氏体树枝晶和析出相组成,熔合区主要由块状奥氏体组成,粗晶热影响区由粗大的板条马氏体和少量残余奥氏体组成,细晶热影响区由细小板条马氏体和少量残余奥氏体组成,母材由回火马氏体和少量逆转变奥氏体组成。
(2)焊缝的硬度最低,为170~194 HV,热影响区的硬度最高,为280~299 HV,母材硬度介于二者之间。焊接接头拉伸时在焊缝处断裂,抗拉强度为763.5 MPa;焊缝和热影响区的−196 ℃平均冲击吸收能量分别为58.2,59.3 J,焊缝冲击断口呈韧性断裂特征,热影响区冲击断口呈混合断裂特征;侧弯试验后焊接接头未出现开裂现象。7Ni钢焊条电弧焊接头的力学性能满足LNG工程要求。
文章来源——材料与测试网








 浙公网安备 33042402000106号
浙公网安备 33042402000106号
