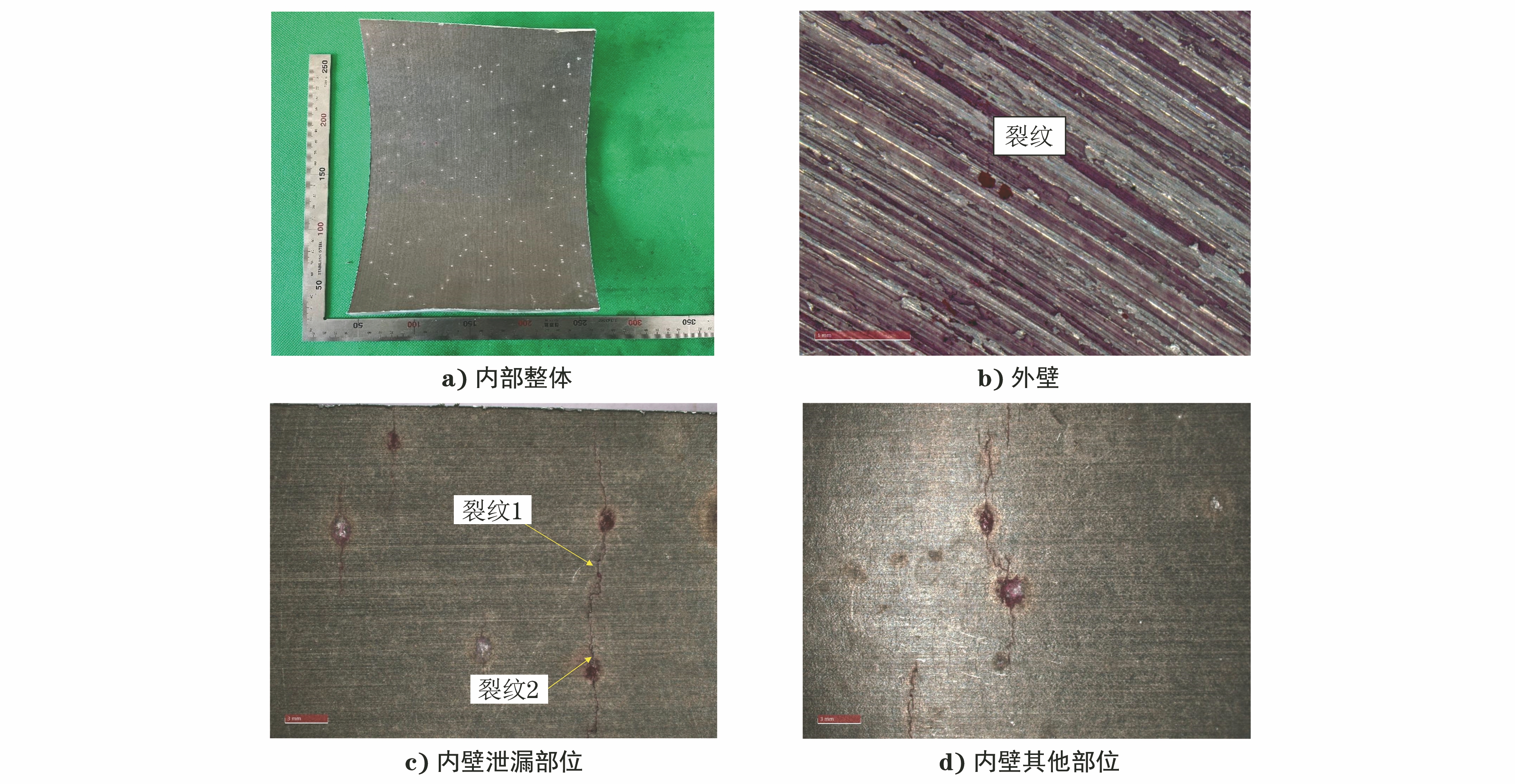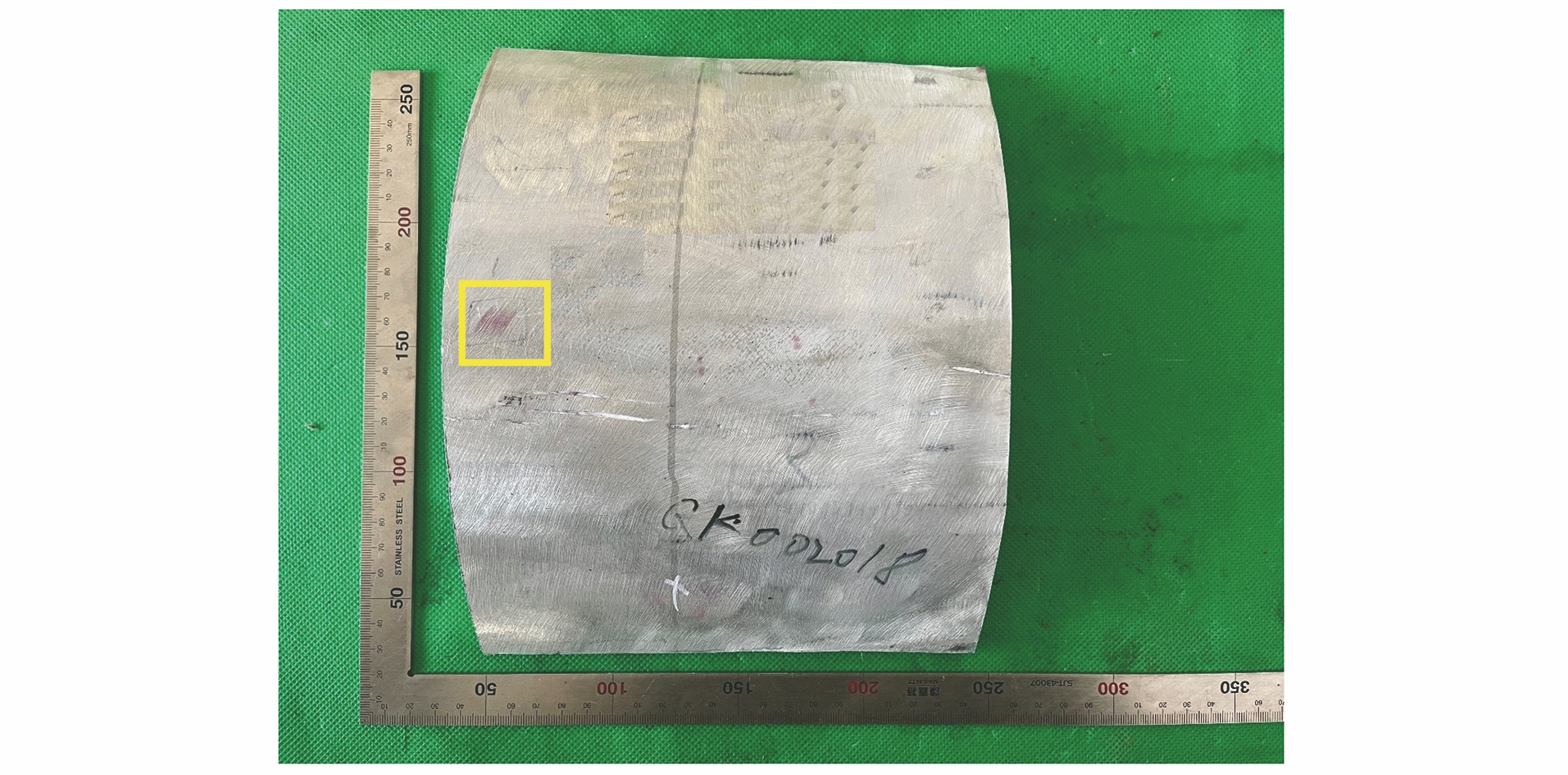
图 1 铝合金气瓶泄漏部位的宏观形貌

在对某铝合金气瓶进行常温压力循环试验时,在压力为2~65 MPa的条件下循环约1万次后气瓶发生泄漏,泄漏处存在裂纹。开裂铝合金气瓶的外径为388 mm,壁厚为8 mm,长度为2 300 mm,工作压力为52 MPa。该气瓶的制作工艺流程为:铝管旋压收口→固溶时效处理→机械加工→缠绕→固化→自紧水压→成瓶。在铝合金气瓶泄漏部位取样,试样的弧长为240 mm,长度为200 mm(见图1)。笔者采用一系列理化检验方法对铝合金气瓶的开裂原因进行分析,以避免该类问题再次发生。
对试样的内壁和外壁进行宏观观察,结果如图2所示。由图2可知: 气瓶内壁可见较多的点状缺陷,泄漏部位内壁存在明显的裂纹,裂纹上存在点状缺陷,其他部位的点状缺陷处也可见裂纹。
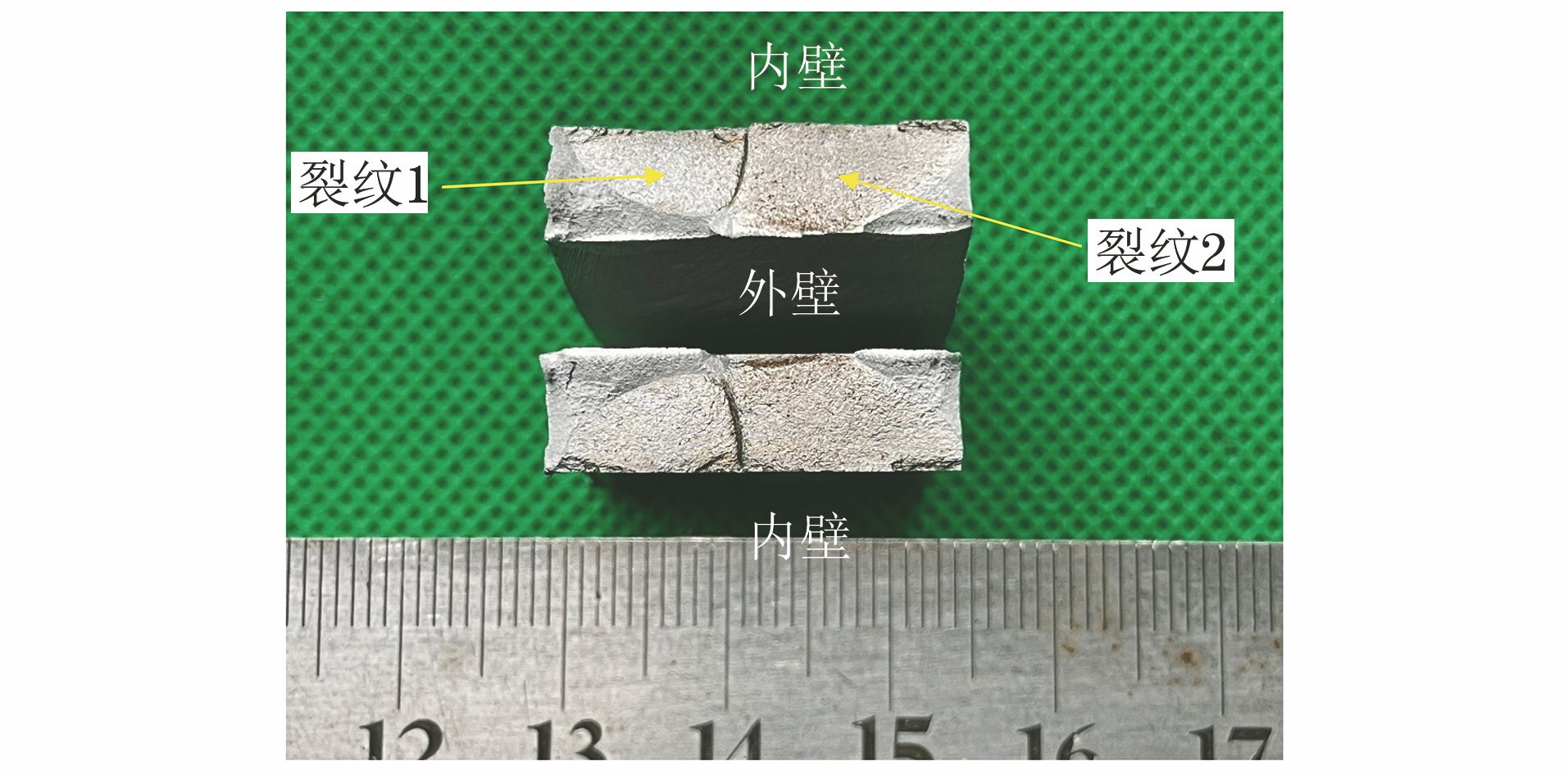
在试样泄漏部位的断口处取样,对试样进行宏观观察,结果如图3所示。由图3可知:断裂面较为平整,裂纹贯穿整个壁厚;断口由2条裂纹汇聚而成,裂纹1和裂纹2均起源于气瓶内壁。
在开裂气瓶上取样,对试样进行化学成分分析,结果如表1所示。由表1可知:开裂气瓶的化学成分满足GB/T 3190—2008 《变形铝及铝合金化学成分》的要求。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | |
| 实测值 | 0.56 | 0.27 | 0.20 | 0.09 | 0.9 | 0.25 | 0.004 | 0.047 |
| 标准值 | 0.40~0.8 | ≤0.7 | 0.15~0.40 | ≤0.15 | 0.8~1.2 | 0.04~0.35 | ≤0.25 | ≤0.015 |
在气瓶泄漏部位取样,对试样进行力学性能测试,结果如表2所示。由表2可知:开裂气瓶的力学性能满足GB/T 6893—2010 《铝及铝合金拉(轧)制无缝管》的要求。
| 项目 | 抗拉强度/MPa | 规定塑性延伸强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 实测值 | 287 | 318 | 15.5 |
| 标准值 | ≥240 | ≥290 | ≥10 |
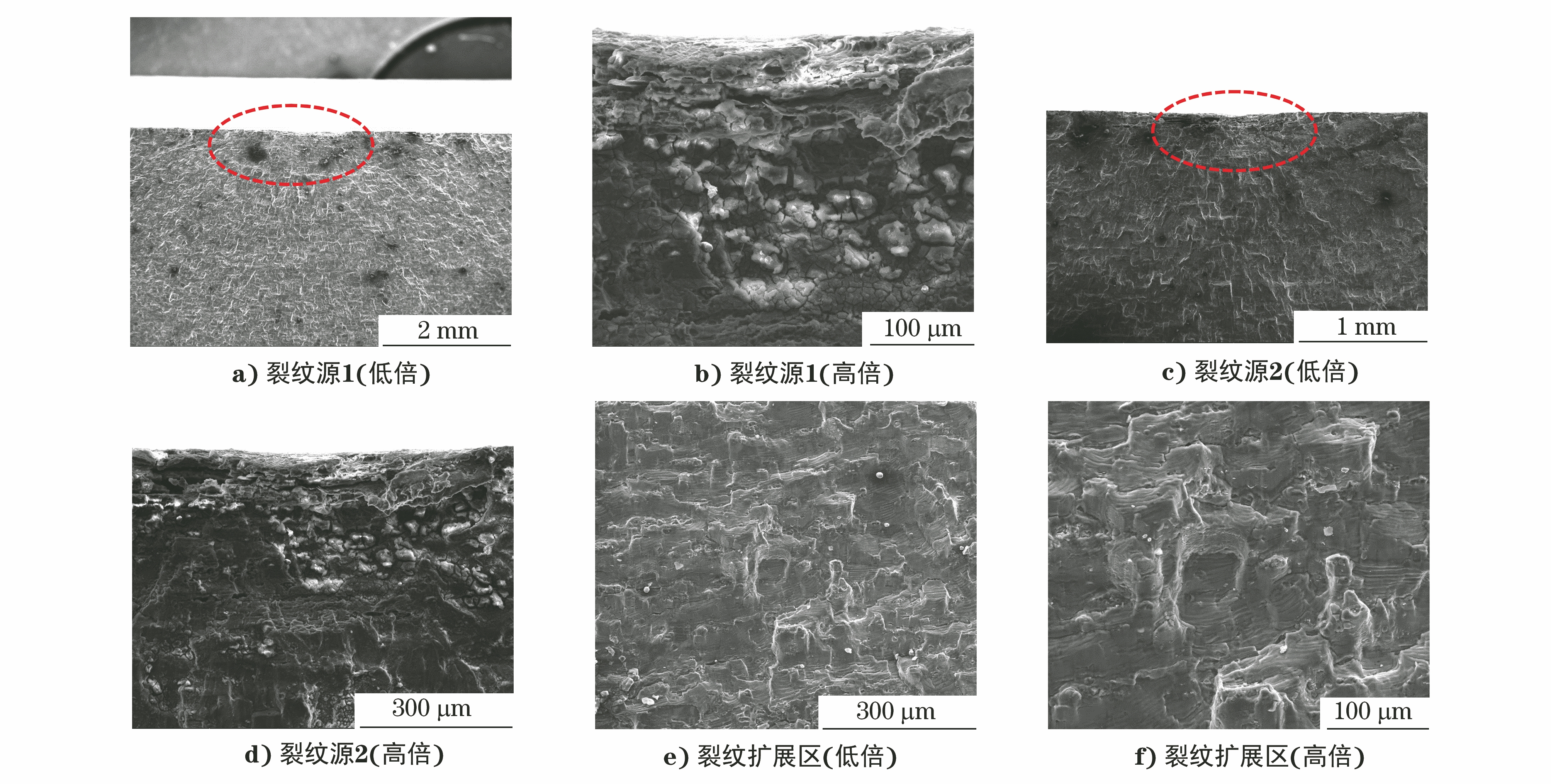
在断口处截取试样,对试样进行SEM分析,结果如图4所示。由图4可知:裂纹源1和裂纹源2均为点源,起始于内壁的点状缺陷处,2个裂纹源处均附有异物;裂纹扩展区可见大致平行的疲劳辉纹,符合疲劳断裂的形貌特征。
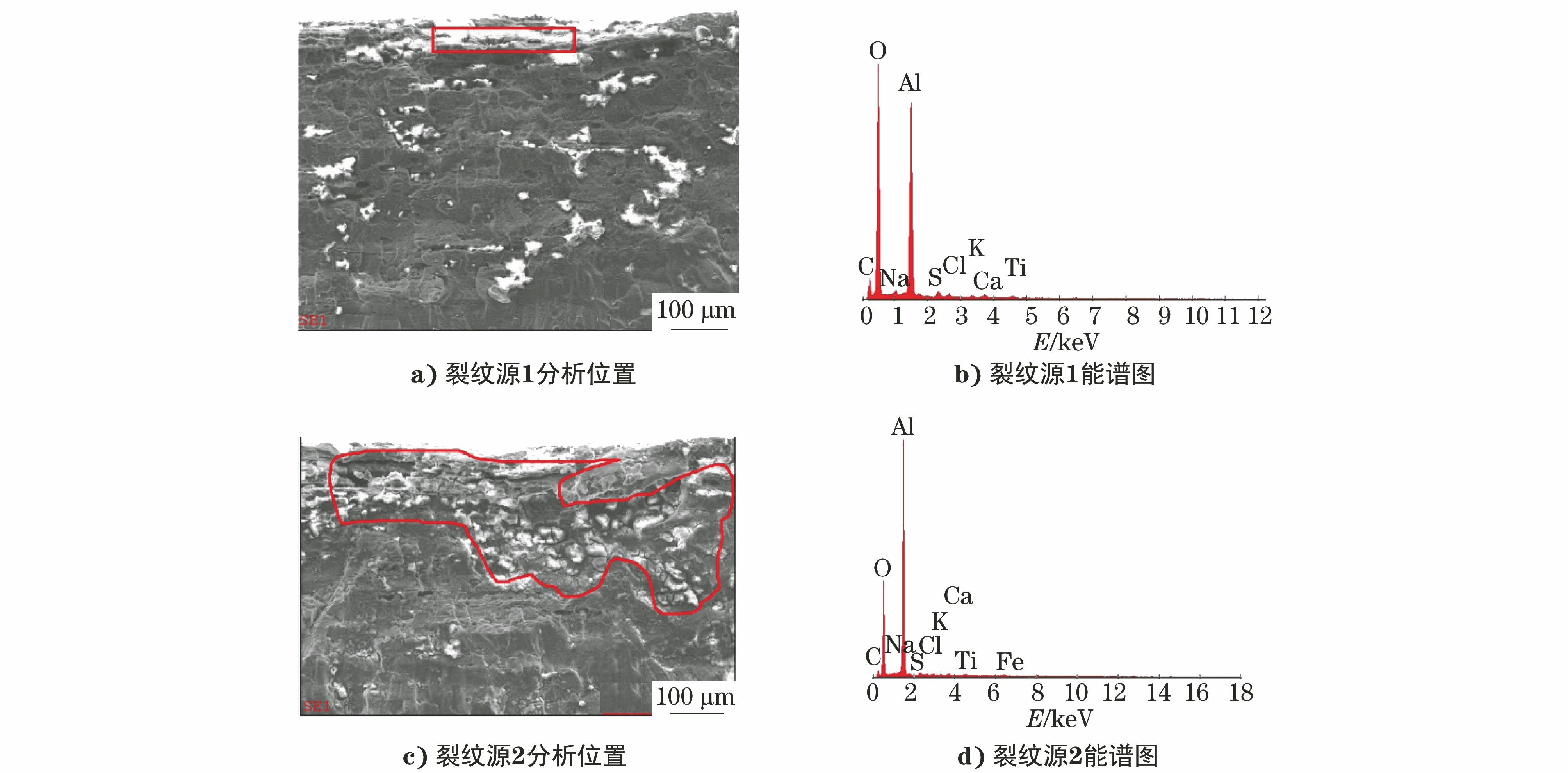
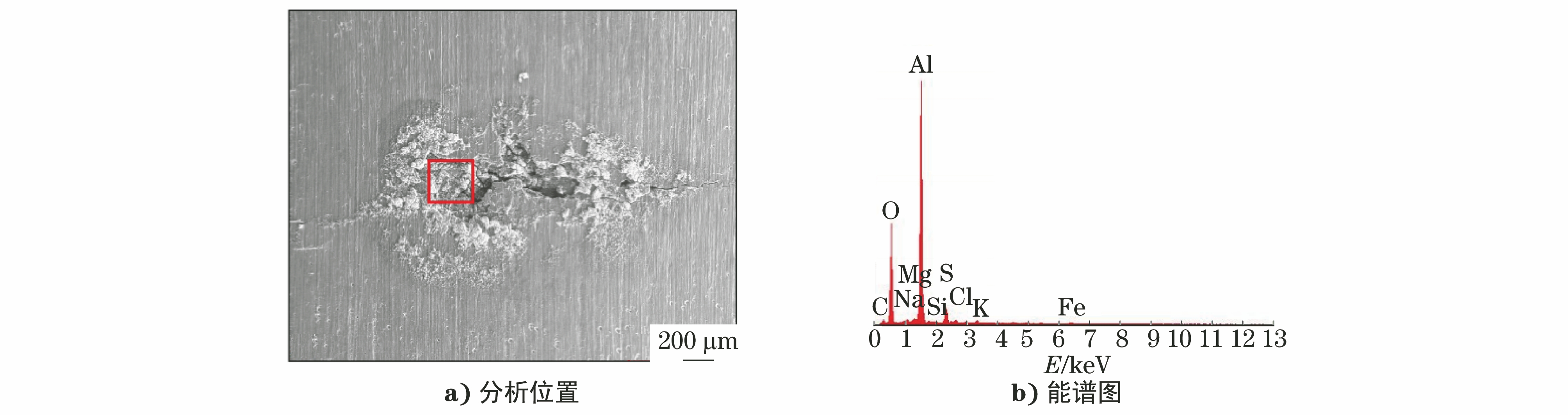
对裂纹源处的异物进行能谱分析,结果如图5所示。由图5可知:异物中含有较高含量的S、Cl、O等腐蚀性元素,说明异物为腐蚀产物,内壁的点状缺陷为点腐蚀坑,裂纹起源于点腐蚀坑。
裂纹内壁其他部位点状缺陷的能谱分析结果如图6所示。由图6可知:其他部位点状缺陷的能谱分析结果与裂纹源区的异物一致,都含有较高含量的S、Cl、O等腐蚀性元素。
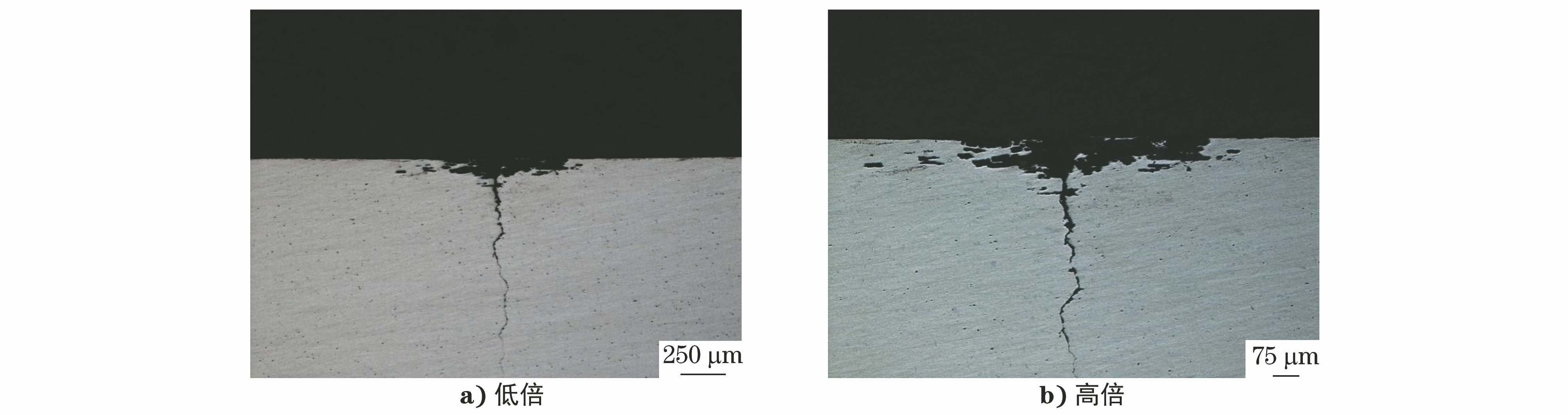
在开裂气瓶上截取金相试样,将试样进行镶嵌、磨抛后置于光学显微镜下观察,试样的抛光态微观形貌如图7所示。由图7可知:裂纹由内壁点腐蚀坑底部向外壁扩展。
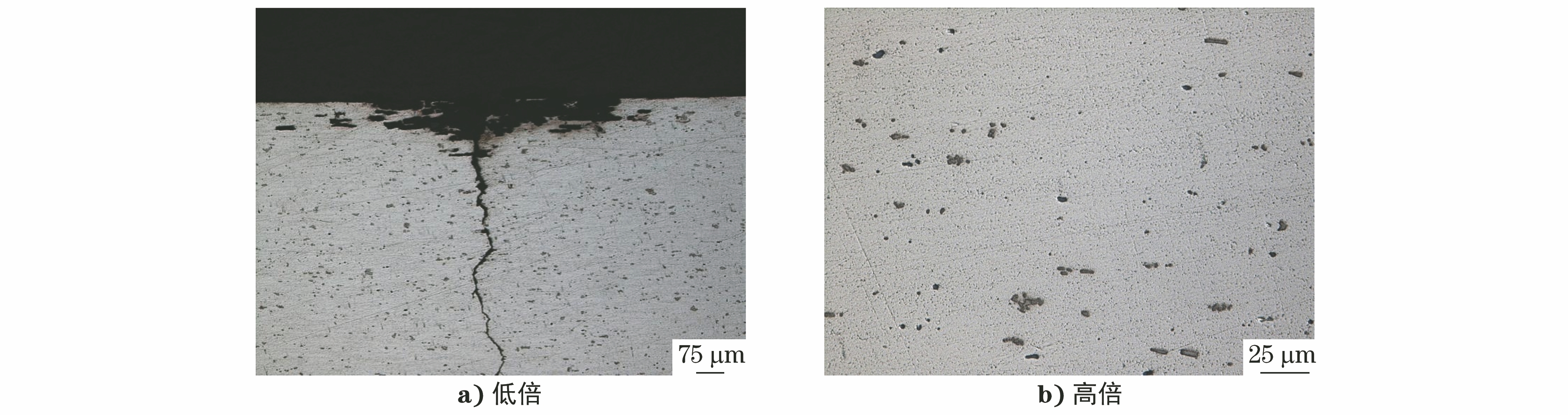
将试样进行腐蚀处理,然后将试样置于光学显微镜下观察,结果如图8所示。由图8可知:试样的显微组织为α(Al)+AlFeMnSi相+Mg2Si相,显微组织无异常。
由上述理化检验结果可知,开裂铝合金气瓶的化学成分和显微组织均符合相关标准要求,气瓶内壁可见大量点状缺陷,泄漏部位的裂纹起源于气瓶内壁的点状缺陷处,裂纹扩展区可见大致平行的疲劳辉纹,符合疲劳断裂的形貌特征。裂纹源区的点状缺陷处存在较高含量的S、Cl等腐蚀性元素,说明异物为腐蚀产物。由金相检验结果可知,裂纹由内壁点腐蚀坑底部向外壁扩展。
开裂铝合金瓶内壁接触了含S、Cl元素的腐蚀性介质,材料中的质点相与腐蚀性介质相互作用,使气瓶内壁形成了点腐蚀坑,在对气瓶进行循环压力试验时,点腐蚀坑内部产生了应力集中,形成疲劳裂纹源[1],在交变载荷的作用下,气瓶发生了疲劳开裂,裂纹不断扩展直至穿透整个壁厚,最终导致气瓶发生泄漏。
铝合金气瓶发生泄漏的原因为:气瓶内壁接触了腐蚀性介质,使气瓶内壁产生了点腐蚀坑,在循环压力试验过程中,点腐蚀坑作为疲劳裂纹源,使气瓶在交变应力作用下发生疲劳扩展,裂纹不断扩展并穿透壁厚,最终造成气瓶泄漏。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号