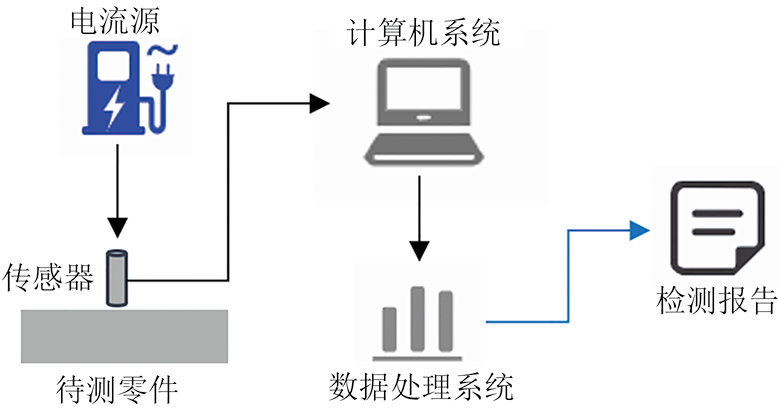
图 1 电磁感应检测原理示意

在我国智能制造装备技术中,高精度的加工和检测是影响产品质量的关键因素,航空航天、兵器和船舶等领域对轴类零件复杂程度的要求越来越高。目前针对轴径的非接触检测方法主要有机器视觉和深度学习检测技术,但在精度和效率上均难以满足现有国家标准的技术要求。为响应国家新质生产力对高精度检测技术的迫切需求,亟需开发新技术来完成轴类零件的高精度检测。2021年,EL HACHEM等[1]提出了使用深度学习算法实现汽车行业质量控制自动化的系统方案,即使用自动视觉检查来帮助管理当前的零件精度、制造状态等。2023年,VAISHNAVI等[2]提出基于智能超参数调谐深度学习的复制-移动图像检测技术建模,对待测零件进行全方位拍照,通过深度学习分析其几何特征及相对空间位置完成质量评价。2024年,DESHPANDE等[3]将Sentinel多光谱图像检测技术应用到微小零件的几何参数评价中,以提高影像检测技术的精度。我国轴类零件非接触式检测研究起步较晚,2022年,孙建国等[4]展开了机器视觉识别检测技术在发动机生产制造中的应用研究,提出了针对发动机零件外观特征的视觉检测方案。2023年,柴震等[5]开展蓝光扫描技术在轻量化车身覆盖件模具设计中的应用,提出了针对试模件和模具腔体的检测方案。
综上可见,机器视觉与深度学习技术已开始应用于国内外的工业检测领域之中,并取得了一定的效果。但分析可以发现,对于复杂轴类零件的轴径及表面特征或环形的零件,目前的检测技术和任务参数都比较单一,且检测效率和精度较低。文章提出了基于电磁感应的轴类零件尺寸检测方法,并通过试验验证了该方法的可行性,为后续轴类零件非接触测量设备开发、优化和逆向建模技术提供参考。
给轴类零件施加高频激励电流,则有I=Imsin ωt。其中I为电流;Im为电流幅值;w为频率;t为时间。激励电流在轴类零件表面产生趋肤效应,磁场能量主要集中在轴类零件的外表面[6]。采用高精度的磁传感器采集轴类零件表面的磁感应强度,利用数据处理系统对获取的磁感应强度进行滤波和降噪处理,计算得出轴类零件的尺寸信息并输出报告,电磁感应检测原理如图1所示。
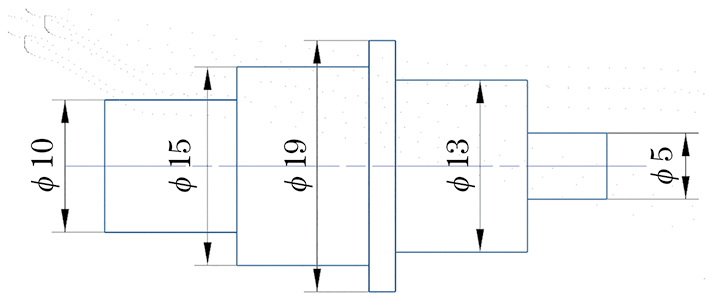
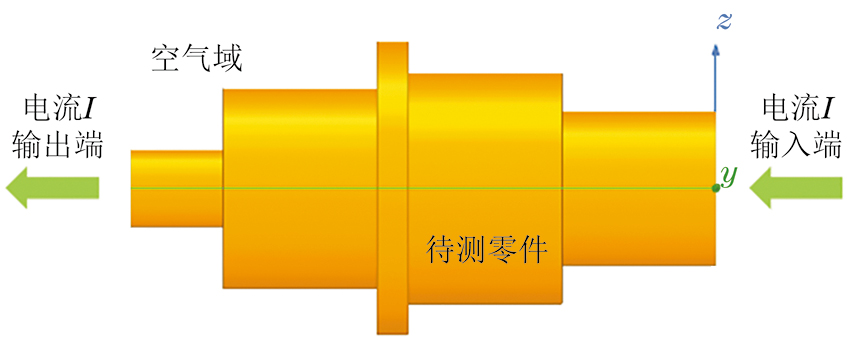
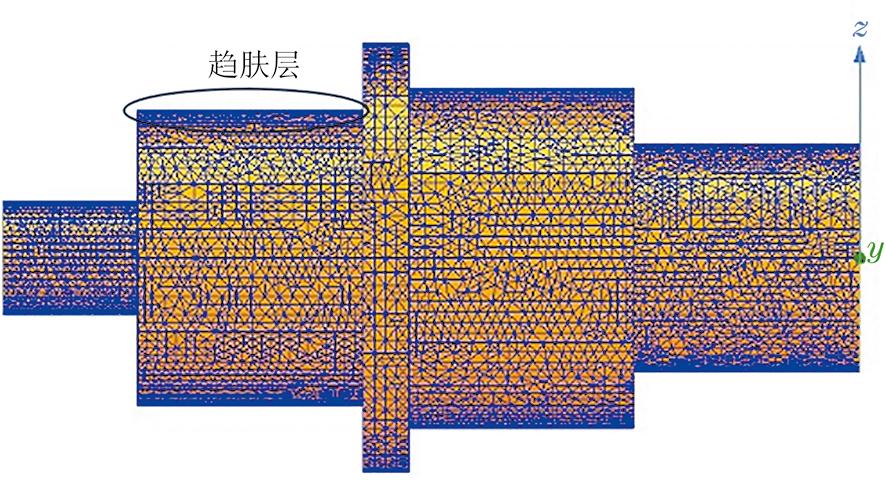
仿真模型中待检测的轴类零件尺寸示意如图2所示。采用Anasys Maxwell有限元仿真软件进行三维参数化建模,如图3所示。该模型主要包括:待测轴类零件,电流源,空气计算域及求解面等。首先通过软件自带电流源给待测轴类零件输入电流源I=Imsin ωt,Im取1 A,ω取500 Hz。为满足计算区域封闭要求,必须将电流输入端和输出端与空气域表面接触,然后对模型进行网格划分,对待测零件进行自定义网格划分,如图4所示,其网格最大尺寸为0.1 mm,可知在轴类零件近表面的网格较密,符合趋肤效应的求解原则,对空气域采用软件自适应划分的方式,计算空气域尺寸(长×宽×高)为38 mm×24 mm×20 mm,边界设置为气球边界Balloon[7-8]。最后将求解器设置为涡流(Eddy current)方式,分析轴类空间磁感应强度的大小和分布规律。
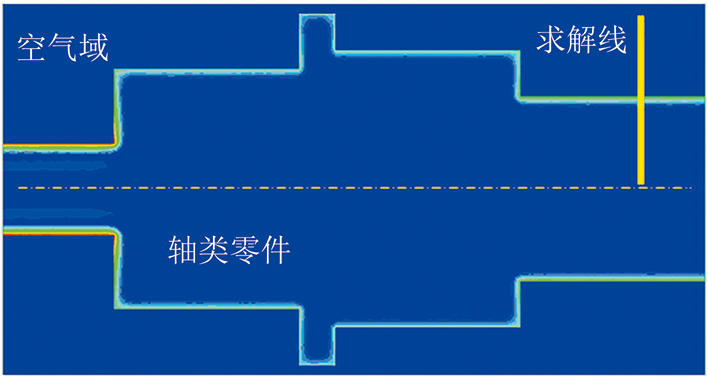
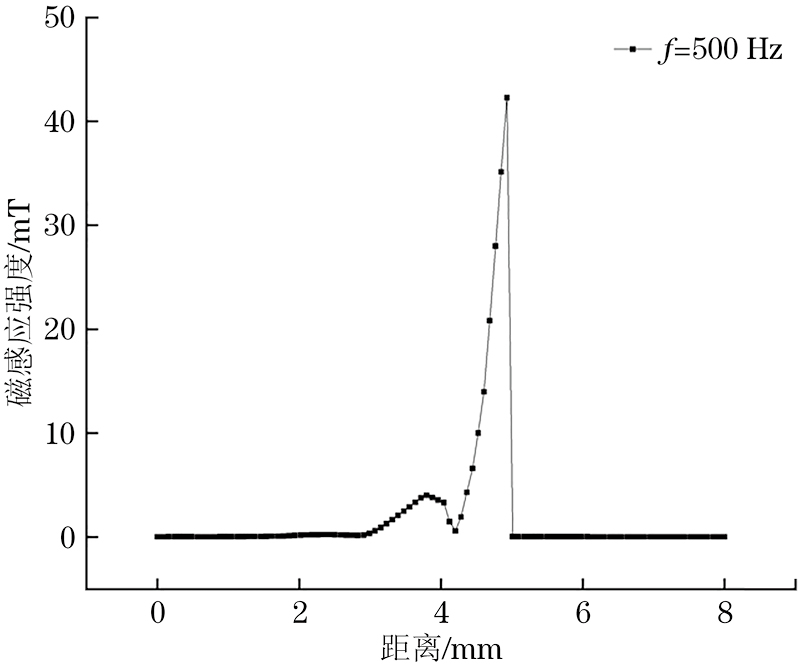
轴类零件在施加高频电流后产生的磁感应强度的分布示意如图5所示,可见磁感应强度主要集中在零件近表面。为进一步确定磁感应强度大小,选取直径为10 mm的轴段,在坐标系yOz平面建立求解线,其起点为(0,0,0),终点为(0,0,8),磁感应强度变化曲线如图6所示,可见从轴类零件中心轴线起磁感应强度逐渐增强,在轴类零件表面出现最大值,然后快速减小至0。此结果表明采用电磁法检测轴类零件尺寸具有可行性。
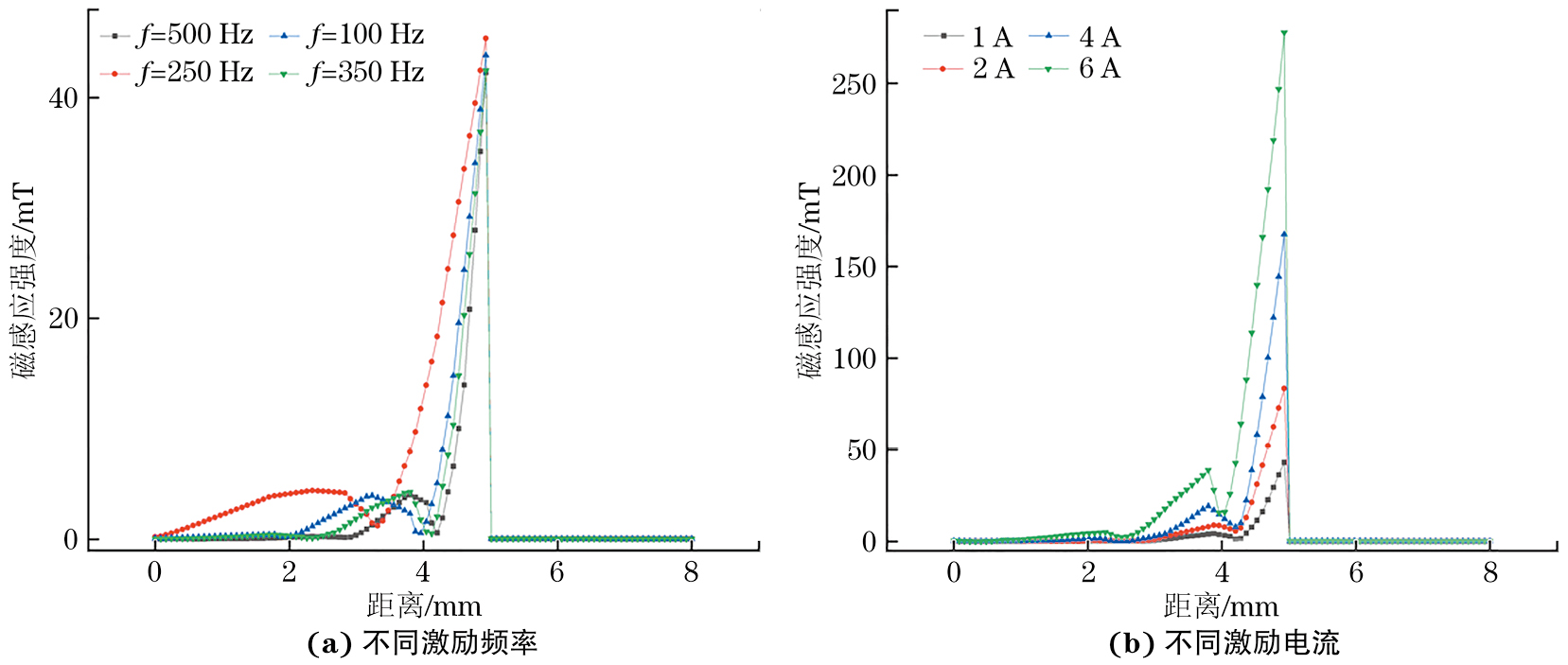
不同激励频率及不同激励电流下,轴类零件空间磁感应强度变化规律如图7所示,可见不同激励频率下,频率从100 Hz增加至500 Hz时,轴类零件表面发生的趋肤效应越来越明显,且产生趋肤效应的深度越来越小,空间磁感应强度最大值几乎相同,在远离轴类零件后磁感应强度也是迅速减小且变化规律基本保持一致。不同激励电流下,电流从1 A增加至8 A时,空间磁感应强度除了最大值逐渐增大外,曲线变化趋势基本一致。故通过改变激励源的电流和频率可以增加趋肤效应和提高空间磁感应强度,在后续利用电磁法检测不同尺寸规格的轴类零件时也有必要选择合适的激励参数,以确保检测精度和效率。
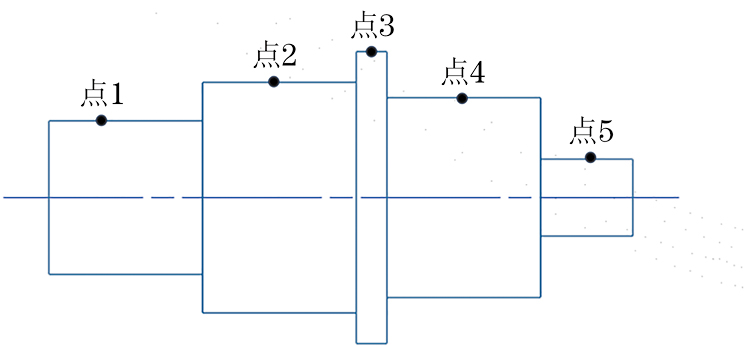
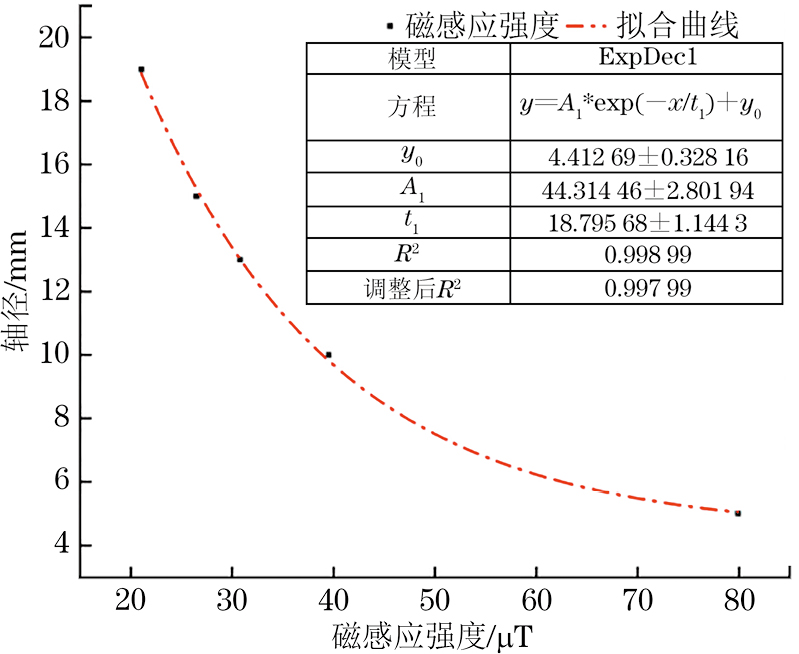
对待测轴类零件施加激励电流为1 A,激励频率为500 Hz的电流信号,通过提取每个轴段横截面上从轴线至远处的磁感应强度变化情况,获取测点位置的磁感应强度,结果如表1所示,测点具体位置分布示意如图8所示。由表1及图8可知,轴类零件直径越大磁感应强度越小,为了深入确定磁感应强度是否和轴径存在一定的关系,利用Origin数据处理软件中的曲线拟合功能对各测点的磁感应强度和直径尺寸进行拟合处理,结果如图9所示。其拟合函数为
| 检测点编号 | 磁感应强度/μT | 理论轴径/mm |
|---|---|---|
| 1 | 39.544 | 10 |
| 2 | 26.483 | 15 |
| 3 | 21.056 | 19 |
| 4 | 30.785 | 13 |
| 5 | 79.909 | 5 |
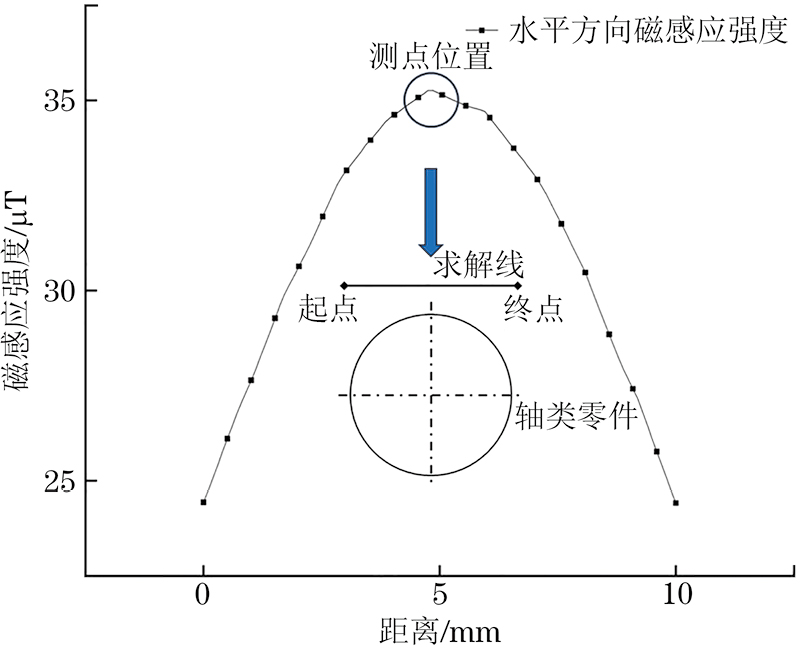
直径为10 mm的轴截面上方水平位置的磁感应强度变化规律如图10所示。测量起点坐标为(0,5,6),终点坐标为(0,-5,6),总长度为10 mm。可以看出在轴径正上方磁感应强度出现最大值,因此在确定轴径检测点时,应该在垂直于轴线方向前、后寻找磁感应强度最大值来计算待测零件轴径,以提高检测精度。
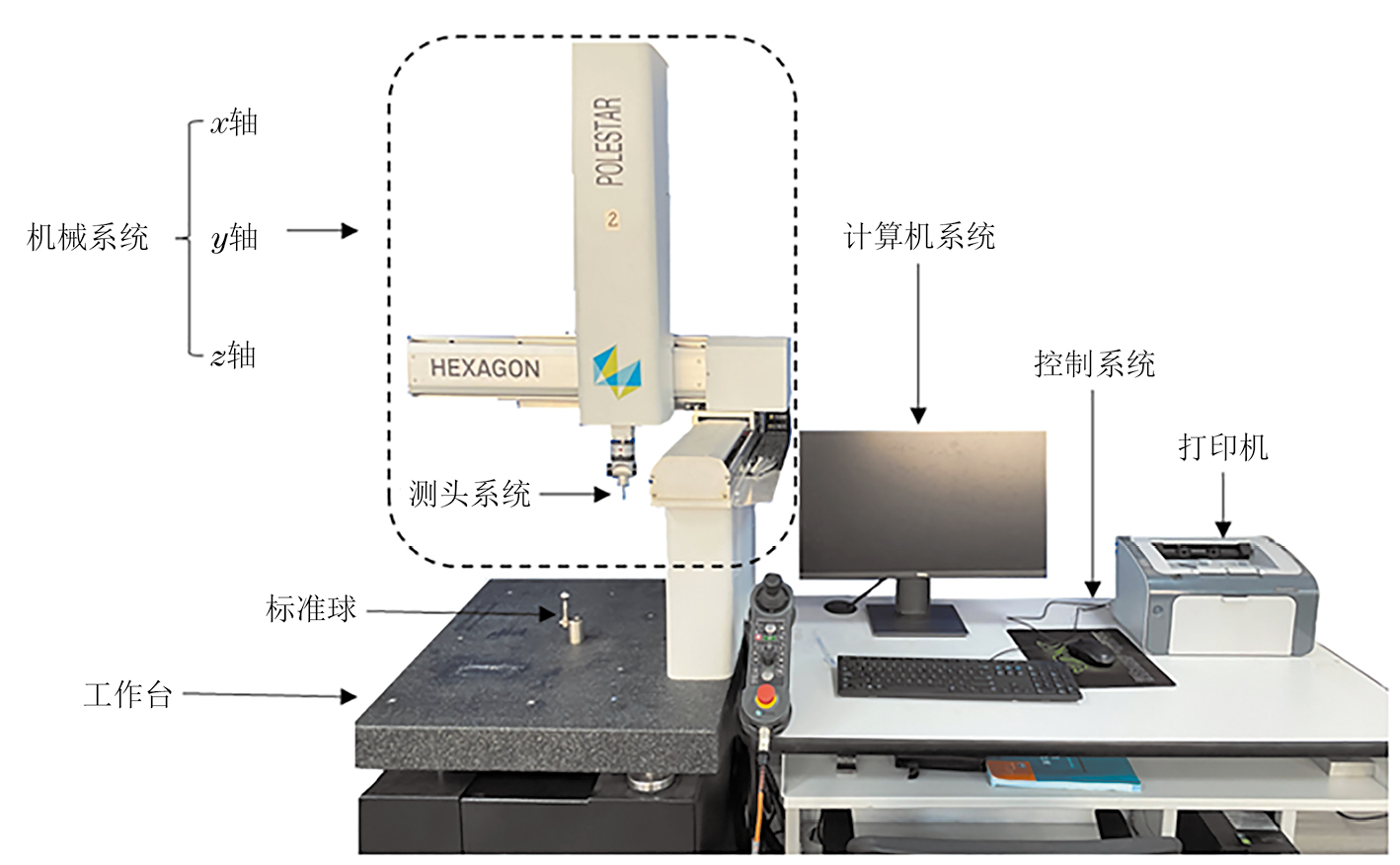
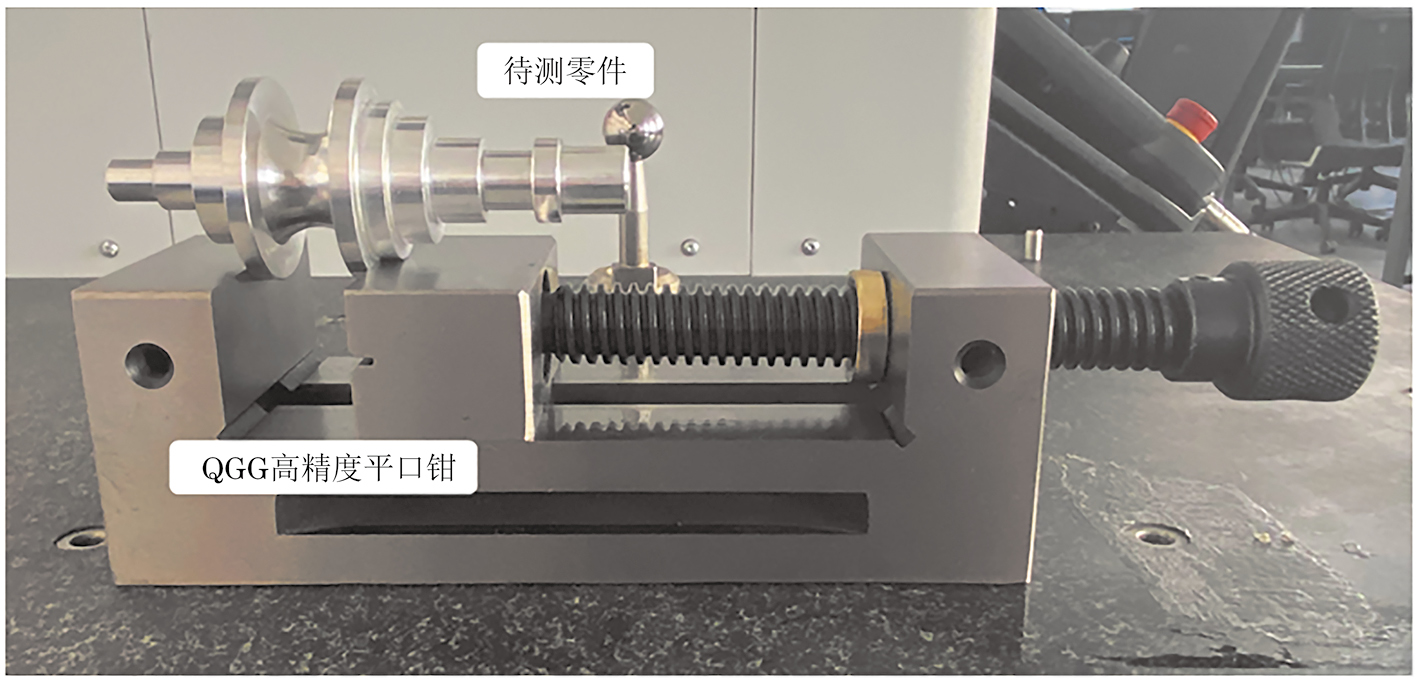
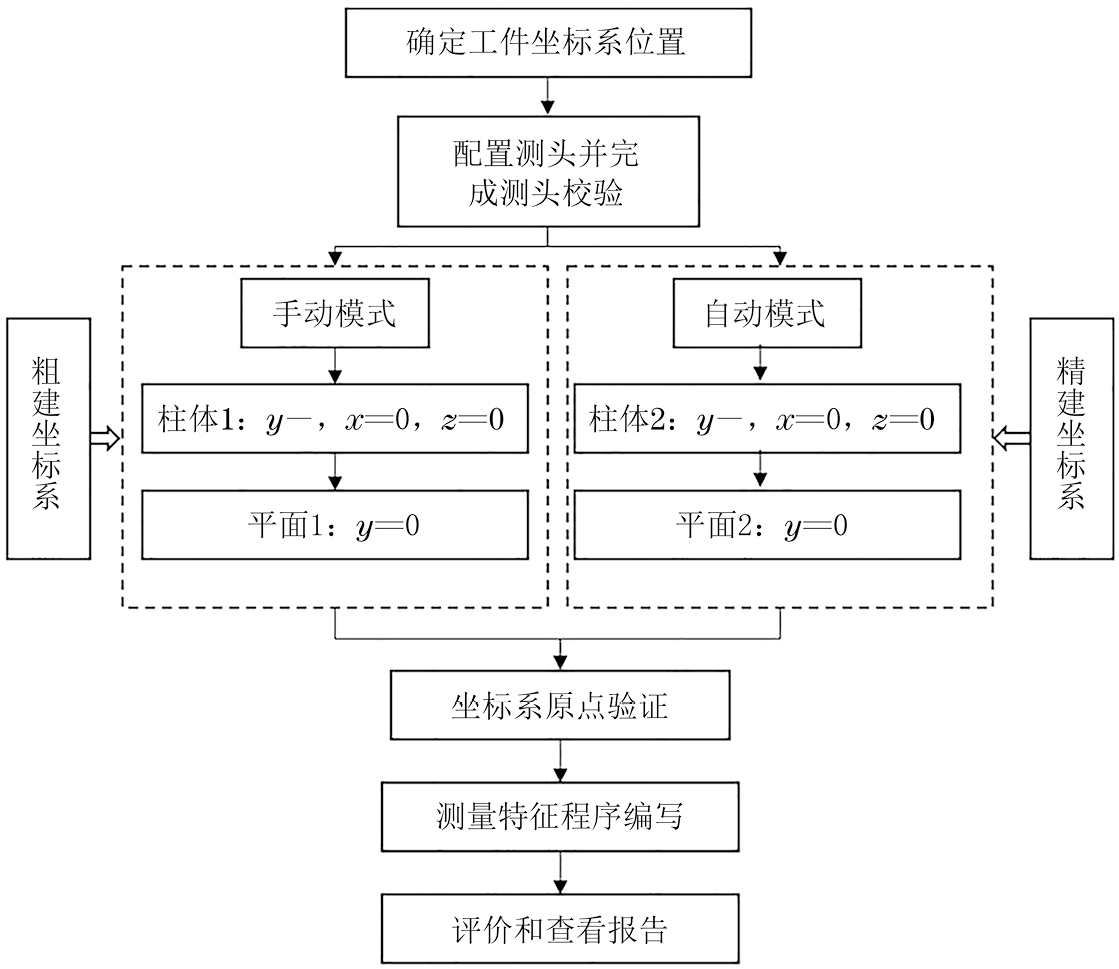
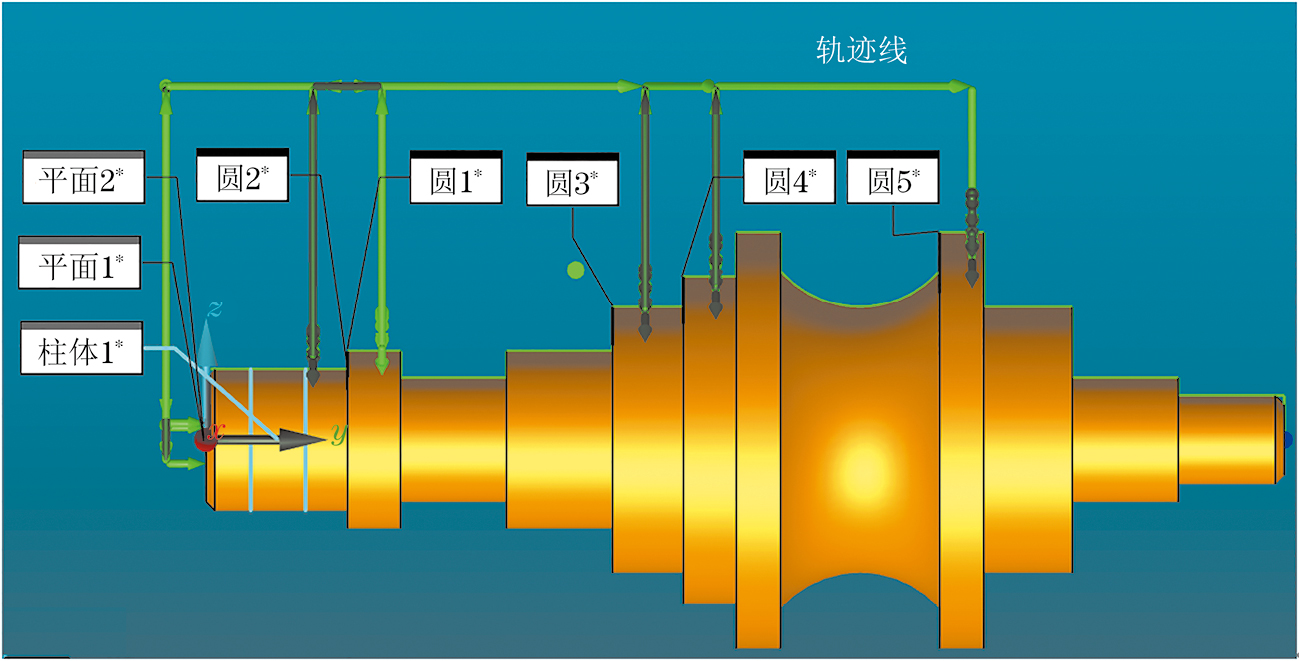
试验台结构示意如图11所示。其由硬件和软件组成,硬件包括三坐标测量机、计算机和打印机;软件包括计算机系统,控制系统,测头系统和机械系统。待测零件为轴类零件,采用QGG高精度平口钳进行定位装夹,如图12所示[9]。文章试验采用的测头系统由测座和测针组成,其中测座型号为HH-MI,根据待测零件尺寸选择型号为TIP2BY21MM的测针,该测针直径为2 mm,有效长度为21 mm,测量角度为A0B0。具体测量流程为:测头校准-粗建坐标系-精建坐标系-测量几何特征-评价几何特征-输出测量报告。为了安全完成此次试验需要对测头运行参数进行设置,将逼近/回退距离设置为2.54 mm,移动速度设置为80 mm/s,触测速度设置为2 mm/s,探测距离设置为0。在自动模式下完成所有待测几何特征测量,选择位置命令中的“位置”对轴径进行评价[10]。三坐标测量流程框图和测头轨迹线示意如图13,14所示。
根据待测零件图纸建立三维模型,将模型的IGES格式导入Anasys Maxwell有限元仿真软件中的三维计算模块,通过施加激励电流为1 A,激励频率为500 Hz的电流信号获取零件表面磁感应强度,利用数学模型反推出待测零件轴径尺寸。将三坐标测量机的测量值和数学模型的计算值进行对比,结果如表2所示,对比结果发现测量值和计算值基本一致,且计算值的相对误差不超过0.05%,精度达0.005 mm,满足技术要求,进一步说明利用电磁法检测轴类零件直径的方法可行且精度较高。
| 序号 | 理论值/mm | 测量值/mm | 磁感应强度/μT | 计算值/mm | 计算值误差/mm | 计算值相对误差/% |
|---|---|---|---|---|---|---|
| 1 | 16 | 15.988 | 25.216 | 15.998 | -0.002 | 0.013 |
| 2 | 20 | 19.993 | 19.635 | 20.003 | 0.003 | 0.015 |
| 3 | 30 | 29.986 | 10.327 | 29.994 | -0.006 | 0.020 |
| 4 | 37 | 36.985 | 5.784 | 36.989 | -0.011 | 0.030 |
| 5 | 47 | 46.991 | 0.750 | 46.993 | -0.007 | 0.015 |
(1)通过建立三维轴类零件检测仿真模型,获取轴类零件表面的磁感应强度,建立磁感应强度和轴类零件直径之间的数学算法,利用磁感应强度变化规律确定检测点位,可以提高尺寸检测精度。
(2)电流频率直接影响趋肤效应的深度,电流大小直接影响待测零件表面的磁感应强度,此结论对后续检测不同规格零件时的激励参数选取有着重要的参考价值。
(3)通过三坐标测量机完成待测零件检测并输出报告,对比结果表明计算值和实测值基本一致,且计算值的相对误差不超过0.05%,满足零件检测精度要求。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号