Table 1. Ti6321钛合金试样焊接工艺参数
| 电流/A | 电压/V | 焊接速率/(mm·min−1) | 送丝速率/(mm·min−1) |
|---|---|---|---|
| 200~250 | 18~20 | 80~100 | 1.4~2.0 |

焊接是钛合金海洋工程构件建造的必要手段,焊缝金属熔化、凝固、冷却收缩,以及内部组织变化等会使材料产生较大的残余应力,特别是在大拘束度条件下,残余应力会进一步增大[1]。在焊接过程中,大厚度钛合金板材的热输入极大,会产生很大的残余应力。42 mm厚钛合金板材的焊接残余应力峰值约为850 MPa,结构件环焊缝的残余应力峰值约为900 MPa,该值接近材料的屈服强度;110 mm厚钛合金结构件焊接接头的残余应力峰值可以达到695 MPa,接近母材屈服强度的0.68倍[2-3]。
大厚度钛合金焊接完后存在很大的残余应力,严重影响了接头的疲劳强度、抗脆断及应力腐蚀开裂的能力,同时会降低焊接耐压壳的刚性、静载强度和尺寸稳定性,严重影响整体结构的安全[4-6]。因此,焊接后必须对焊接接头进行消应力处理,以保证结构的安全。
目前,消除残余应力的主要措施有超声振动、整体热处理、局部热处理等[7]。每填充一道焊缝就需要使用设备沿焊缝进行长时间的超声振动,理论上残余应力能减小40%左右[8]。整体热处理是将整个工件放进热处理炉进行退火热处理,该方法消除残余应力的效果最好,缺点是对于大型海洋工程结构件来说,整体热处理难以找到尺寸合适的热处理炉,同时经济成本过高[9-11]。局部热处理是仅对焊缝及两边母材部分区域进行热处理,该方法消除残余应力的效果较好,对现场环境的要求低,具有操作简便、节约成本、工期时间短等明显优势[12-13]。
笔者对厚度为60 mm的Ti6321钛合金板材焊接接头开展局部热处理试验,研究不同加热温度、不同保温时间、不同加热宽度等因素对钛合金焊接接头残余应力的影响规律,以获得最优的局部热处理工艺,为大型结构件焊接接头的残余应力控制提供借鉴。
以Ti6321钛合金试样为研究对象,焊接试样的尺寸为60 mm×200 mm×400 mm(长度×宽度×高度),焊接材料为直径1.2 mm的配套焊丝。
试验采用振动送丝TIG(钨极气体保护电弧焊)焊接设备,保护气体为纯氩气,采用焊枪和保护罩对焊接熔池和焊接高温区域进行保护。Ti6321钛合金试样焊接工艺参数如表1所示。
| 电流/A | 电压/V | 焊接速率/(mm·min−1) | 送丝速率/(mm·min−1) |
|---|---|---|---|
| 200~250 | 18~20 | 80~100 | 1.4~2.0 |
对焊接接头进行100%射线检测和渗透检测,结果显示接头无裂纹、气孔、未熔合等缺陷,符合NB/T 47013.2—2015《承压设备无损检测 第2部分:射线检测》Ⅰ级合格的要求。
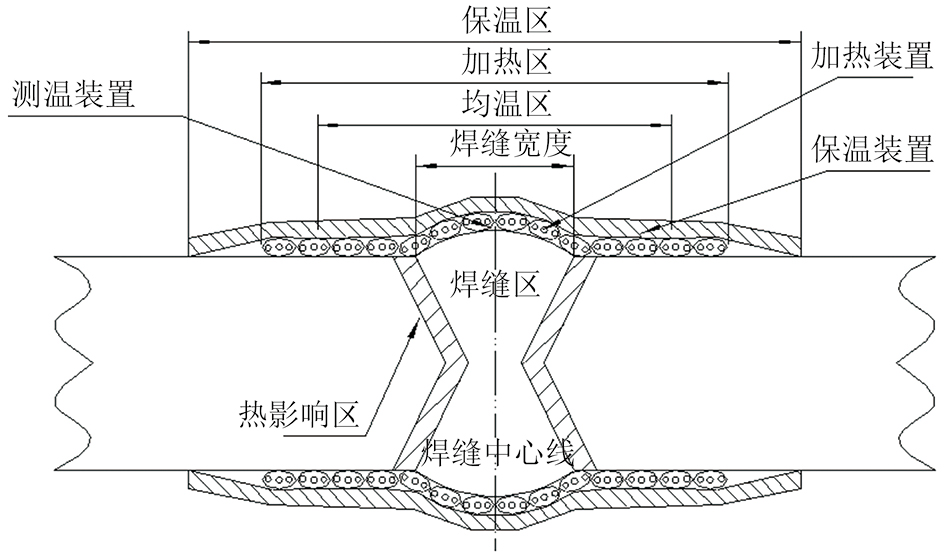
采用局部热处理设备对窄间隙焊接试板开展不同参数局部热处理消除应力试验,试板局部热处理设备主要分为3个部分:测温装置、加热装置、保温装置,加热过程中以焊缝为中心分布均温区、加热区及保温区[14]。试板局部加热方法如图1所示。焊接Ti6321钛合金试样的局部热处理工艺参数如表2所示[15]。
| 试样编号 | 加热温度/℃ | 保温时间/h | 加热宽度/mm |
|---|---|---|---|
| 1 | 450 | 1 | 240 |
| 2 | 550 | 1 | 240 |
| 3 | 600 | 1 | 240 |
| 4 | 650 | 1 | 240 |
| 5 | 700 | 1 | 240 |
| 6 | 550 | 1 | 120 |
| 7 | 550 | 1 | 300 |
| 8 | 650 | 0.5 | 240 |
| 9 | 650 | 2 | 240 |
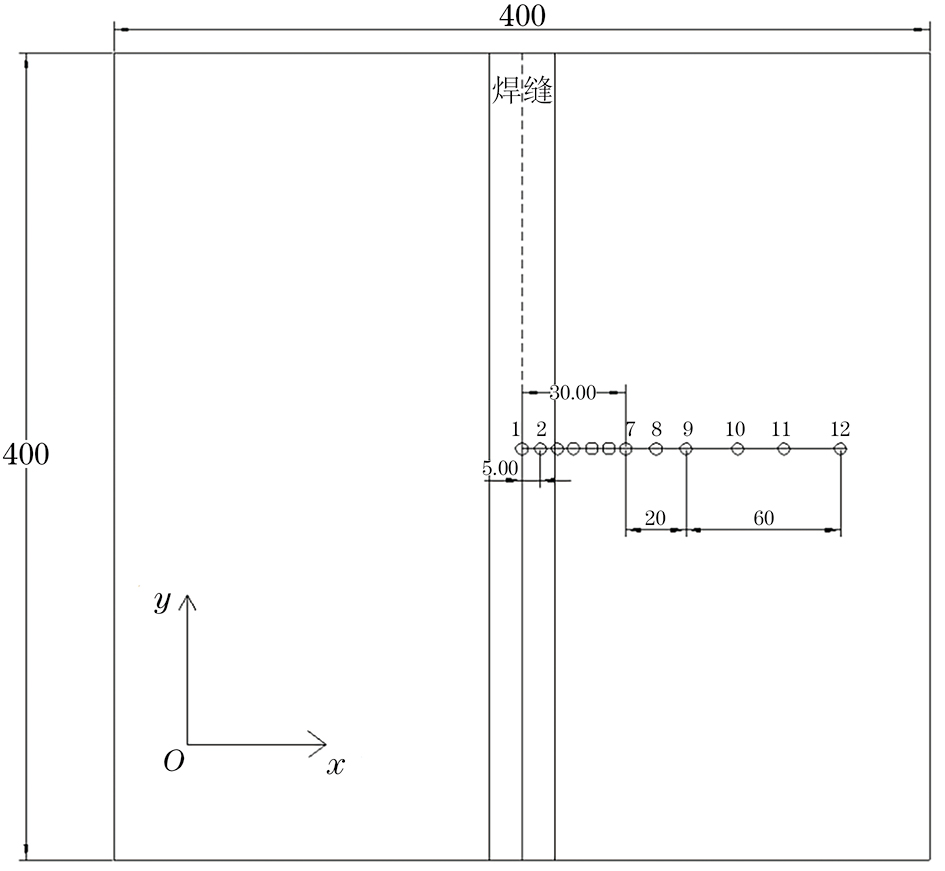
对焊态和热处理态焊接接头开展残余应力测试。按照GB/T 31310—2014《金属材料 残余应力测定 钻孔应变法》标准,采用钻孔应变法进行残余应力测试[16],测试位置如图2所示。
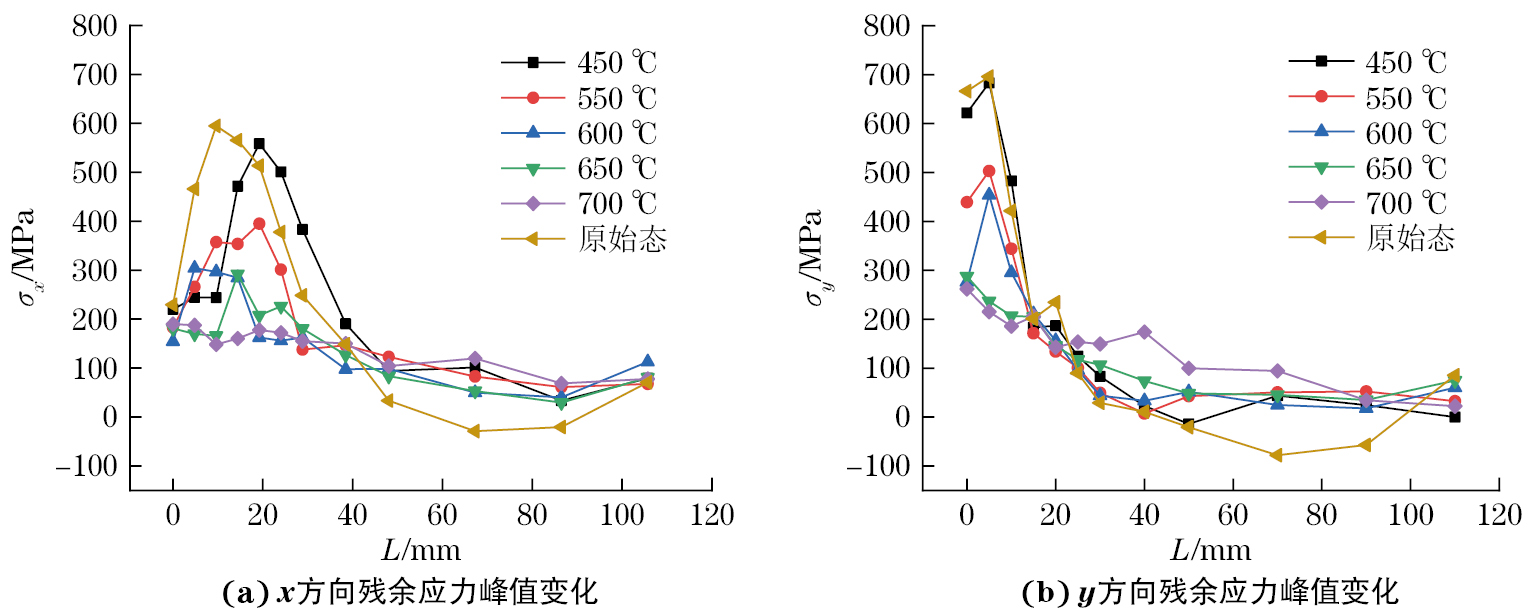
钛合金焊接接头原始态残余应力x方向的峰值为594.6 MPa,y方向的峰值为696.1 MPa。不同加热温度时焊接接头的残余应力峰值变化如图3所示,其中σx为x方向的残余应力峰值,σy为y方向的残余应力峰值,L为与焊缝中心的距离。由图3可知:以焊缝为中心,距离焊缝中心越远,残余应力先增大再减小,距离焊缝中心10~20 mm位置的残余应力达到最大值。
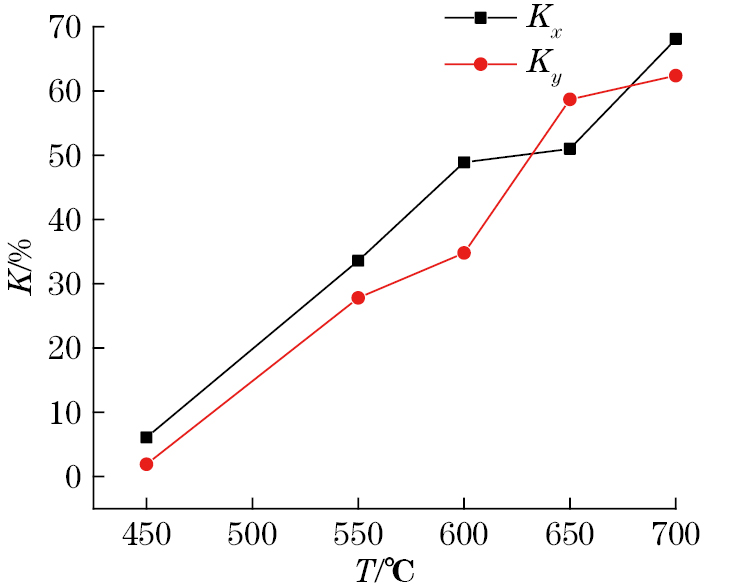
不同加热温度时残余应力峰值减小幅度变化如图4所示,其中Kx为x方向的残余应力峰值减小幅度,Ky为y方向的残余应力峰值减小幅度。由图4可知:在x方向,随着局部加热温度的升高,接头的残余应力峰值逐渐减小,当加热温度为700 ℃时,残余应力峰值从原始态的594.6 MPa减小至189.8 MPa,减小了68.1%;焊缝中心的残余应力峰值随着加热温度的升高而减小,但整体减小幅度不大,残余应力峰值为150~250 MPa;在y方向,随着局部加热温度的升高,接头的残余应力峰值逐渐减小,当加热温度为700 ℃时,残余应力峰值从原始态的696.1 MPa减小至261.9 MPa,减小了62.4%;焊缝中心的残余应力峰值随着加热温度的升高而减小,在450 ℃时残余应力峰值减小幅度不大,在550~700 ℃时残余应力峰值明显减小。随着加热温度的升高,残余应力峰值减小幅度不断增大,在650,700 ℃时,x方向与y方向的残余应力峰值减小了50%以上。
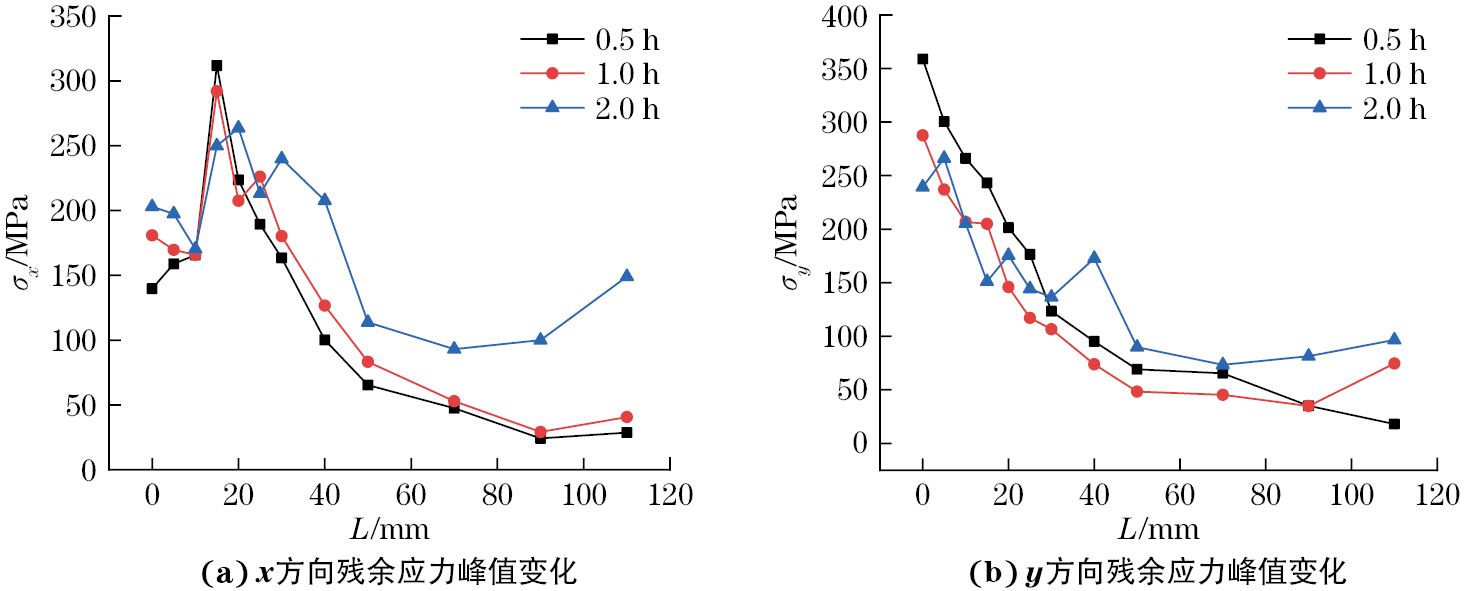
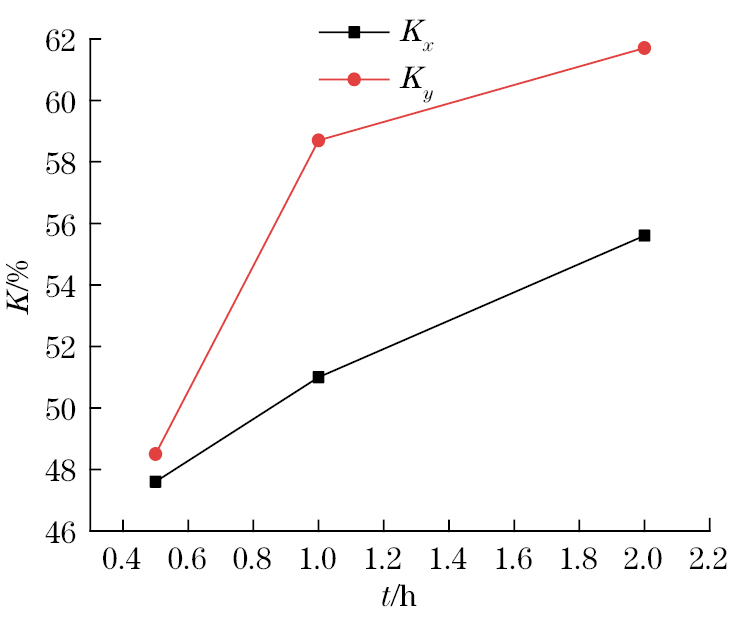
不同保温时间时焊接接头的残余应力峰值变化如图5所示。不同保温时间时焊接接头的残余应力峰值减小幅度如图6所示。由图6可知:在x方向,随着保温时间的延长,与焊缝距离为20 mm处接头的残余应力峰值逐渐减小,当保温时间为2 h时,残余应力峰值减小至最小值263.6 MPa,减小了55.6%,焊缝中心的残余应力随着保温时间的延长而增大;在y方向,残余应力峰值在焊缝中心,随着保温时间的延长,接头的残余应力峰值逐渐减小,当加热温度为2 h时,残余应力峰值减小至最小值266.2 MPa,减小幅度为61.7%;随着保温时间的延长,残余应力峰值的减小幅度不断增大,在0.5 h时,x方向与y方向残余应力峰值的减小幅度均在47%左右,当保温时间延长至2 h时,y方向残余应力峰值的减小幅度为61%,x方向残余应力峰值的减小幅度为55%,表明y方向的残余应力控制对保温时间更敏感。
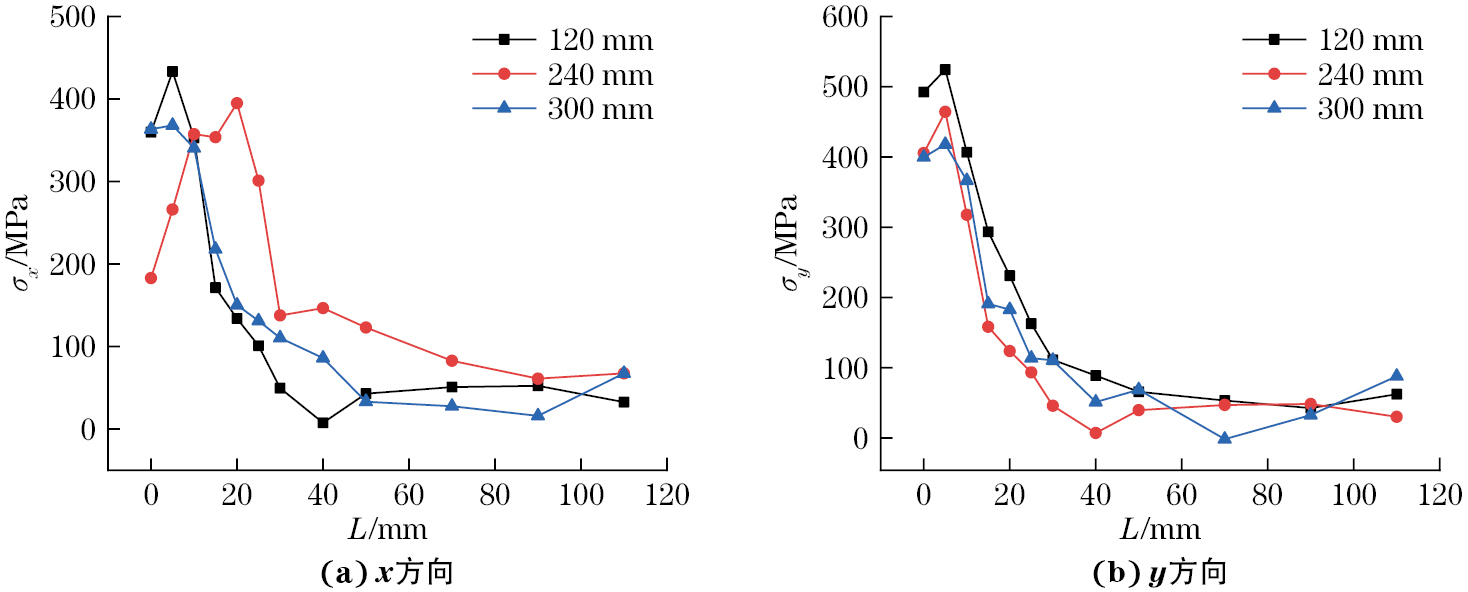
不同加热宽度时,焊接接头的残余应力变化如图7所示。由图7可知:在x方向,加热宽度为120,240 mm时,残余应力峰值在距焊缝5 mm处,加热宽度为300 mm时,残余应力峰值在距焊缝25 mm处,随着加热宽度的增大,接头的残余应力峰值逐渐减小,当加热宽度为300 mm时,残余应力减小为368 MPa,减小了38.1%;在y方向,残余应力峰值距焊缝中心5 mm处,随着加热宽度的增大,接头的残余应力峰值逐渐减小,当加热宽度为300 mm时,残余应力峰值减小为452.8 MPa,减小了34.9%。
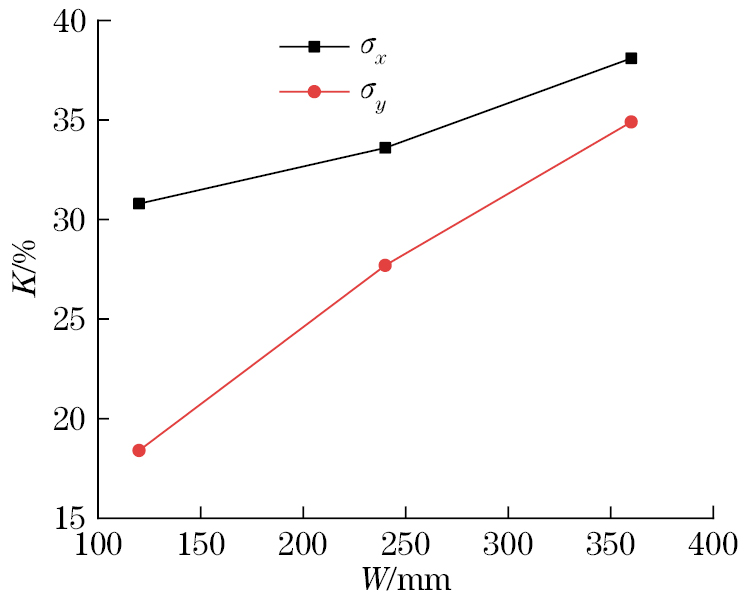
随着加热宽度的增大,残余应力峰值的减小值不断增大,y方向的残余应力控制对保温时间更敏感(见图8)。
(1)60 mm厚Ti6321合金窄间隙焊接接头原始态的残余应力峰值很大,x方向的残余应力峰值为594.6 MPa,y方向的残余应力峰值为696.1 MPa,约为母材屈服强度的0.87倍。在x方向,残余应力随着与焊缝中心距离的增大而先增大再减小,峰值在距焊缝中心10~20 mm处;在y方向上,残余应力峰值在距焊缝中心0~5 mm处,随着与焊缝中心距离的增大,残余应力峰值不断减小。
(2)在局部热处理保温时间为1 h,加热宽度为240 mm时,随着局部加热温度的升高,接头的残余应力峰值不断减小,峰值减小幅度与温度成正比,在700 ℃时,残余应力峰值的减小幅度大于62%。
(3)在局部热处理加热温度为650 ℃,加热宽度为240 mm时,随着局部保温时间的延长,接头的残余应力峰值不断减小,峰值减小幅度与保温时间成正比,在2 h时,残余应力峰值的最大减小幅度为61%。
(4)在局部热处理加热温度为550 ℃,保温时间为1 h时,随着局部加热宽度的增大,接头的残余应力峰值不断减小,峰值减小幅度与加热宽度成正比,在300 mm时,残余应力峰值的最大减小幅度为38%。
(5)当局部加热温度为650~700 ℃、保温时间为1~2 h、加热宽度为240~300 mm时,钛合金窄间隙焊接接头的残余应力峰值可以减小50%以上。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号