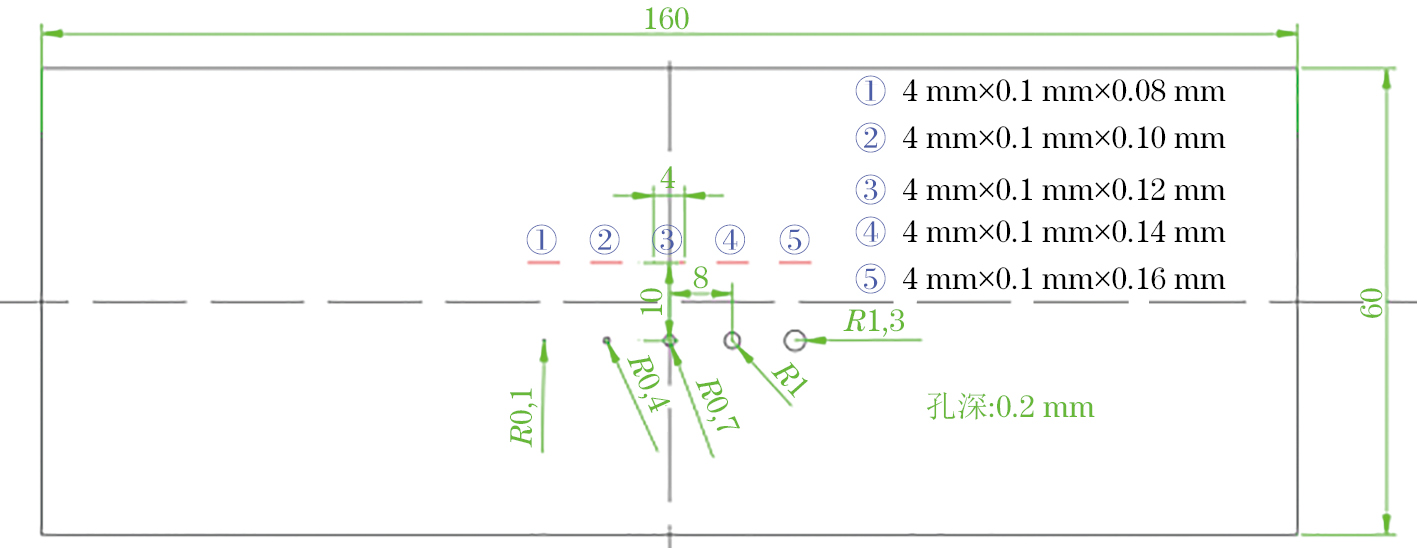
图 1 标准缺陷试件尺寸示意

航空铝合金构件由于质量轻且具有良好的塑性和韧性,被广泛应用于飞机零部件制造和成型中[1]。航空铝合金构件一般通过机械加工、焊接等工艺制造成各类零部件,在加工和焊接过程中容易产生裂纹、夹渣、气孔、未熔合和未焊透等缺陷,不同类型的缺陷会降低构件的强度等力学性能参数,从而对其安全性和可靠性造成潜在威胁[2-3]。航空铝合金构件的焊接质量会直接影响飞机的安全性能,故一般要求航空铝合金受力件在安装前进行100%检测。因此,高效精准地识别和判断出铝合金薄壁件中的缺陷,对于提高航空铝合金零部件质量和可靠性以及保障飞行安全具有重要意义[4-6]。DR技术相比于传统胶片成像技术,具有对材料缺陷响应快、易存储且可视化的优点,成为航空铝合金构件焊接质量控制的关键手段[7-9]。数字射线检测灵敏度和图像质量受到检测设备工艺参数的影响,如管电压、管电流等。寻找最佳的工艺参数组合,从而获得最佳的图像质量,是现场检测中亟待解决的重中之重。
陈剑等[10]提出了可优化DR检测工艺参数的设置方法,保证了检测的质量和效率。针对不同厚度的被检工件,张军辉等[11]探讨了管电压和管电流等曝光参数与DR图像灰度、对比度和信噪比的关系,并确定了这些参数对缺陷图像质量的影响。郭文明等[12]基于多种因素分析了影响射线强度的因素,并结合射线强度与数字图像之间的转换方式,得出了二者的线性关系。胡景东等[13]选取钢板为研究对象,在射线成像理论的基础上,探索得到了最终图像灰度和透照厚度之间的相关性模型。余梦倩等[14]以与航空发动机涡轮叶片同材料的等效厚度试块为研究对象,运用二次回归正交旋转试验方法,建立了检测图像信噪比与管电压、管电流等参数之间的相关性模型,并验证了各因素以及因素之间的交互作用对于检测图像的影响。董方旭等[15]基于仿真模拟,计算了不同管电压和管电流对复合材料内部缺陷DR成像检测结果的影响,得到了最优的工艺参数。
针对航空工业领域快速选择DR检测工艺参数以获得高信噪比航空铝合金薄壁件缺陷DR图像的需求,分析管电压、帧平均数和管电流等工艺参数对DR检测成像结果的影响。以航空铝合金薄壁件为试验对象,采用控制变量的方法,进行了大量不同电压与电流的参数组合试验,建立图像的不同评价参数与帧平均数、管电压、管电流之间的映射关系,寻找最佳管电压及管电流值。
在数字射线检测中,图像质量受管电压和管电流的影响最为明显。一般X射线总强度IT与管电流I、管电压V、靶材料原子序数Z之间的关系为
|
|
(1) |
式中:Ki为比例常数。
由式(1)可知,射线强度与电压的平方和管电流呈正比关系。而DR图像信噪比SNR与射线光子数N之间的关系为
|
|
(2) |
由式(2)可知,增加管电压,探测器接收到的光子数大幅度增加,从而信噪比会大幅度增加。
在含缺陷工件中,缺陷主因对比度可表示为
| (3) |
式中:ΔIT为工件厚度引起的图像灰度差;μ为X射线光子的能量;ΔT为缺陷处厚度差;n为射线散射比。
由式(3)可知,电压增加,μ降低,使得DR缺陷图像对比度降低。由传统胶片照相理论可知,增加管电压,信噪比增加,对比度降低,检测灵敏度降低。而在DR成像检测中,增加电压会使得缺陷对比度降低,图像信噪比增加,但是对比度降低速率低于信噪比增加的速率,因此,管电压的增加会使得图像对比度信噪比有所升高,灵敏度也有所增加。同时,管电压升高,图像空间分辨率也会增加。目前,电压对检测结果的影响研究较多,而管电流对DR检测结果的影响研究相对较少。
标准HB/Z 119—2011《铝及铝合金熔焊工艺及质量检验》中关于气孔和夹杂的尺寸要求为:当母材厚度为1~8 mm,允许存在不大于0.2 mm的气孔和夹杂缺陷。文章试验无法针对具体的某一型号飞机铝合金构件进行实际检测,因此制作相应的铝合金机加工标准试件作为试验对象,标准缺陷试件尺寸示意如图1所示。试件的总长度、宽度和厚度分别为160,60,2 mm。试件中的条形缺陷长度为4 mm,宽度为0.1 mm,深度分别为0.08,0.10,0.12,0.14,0.16 mm。孔型缺陷深度为0.2 mm,缺陷直径分别为0.2,0.8,1.4,2.0,2.6 mm。
试验采用GE公司生产的双焦点ISOVOLT320 Titan E X型射线机,其最大管电压为225 kV,焦点尺寸为0.4 mm/1 mm。平板探测器采用VAREX公司生产的PaxScan2530HE型非晶硅平板器,其闪烁体材料为碘化铯,探测器单元尺寸(边长)为139 μm×139 μm。
在不同管电压、管电流等工艺参数试验下,分别获取DR缺陷图像,分析并计算图像质量灰度、对比度、对比度信噪比和双丝像质计下沉值等参数,并建立DR缺陷图像质量参数和管电压和管电流等工艺参数之间的映射关系。
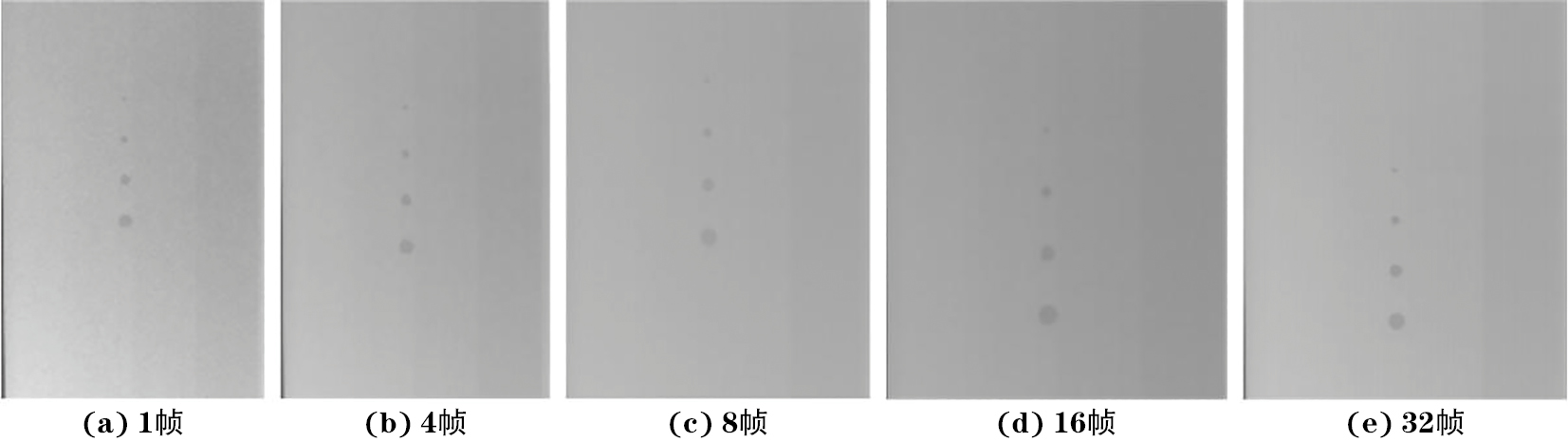
试验在固定管电压和管电流等其他参数情况下,分别测试了不同帧平均数下的DR缺陷图像,结果如图2所示。由图2可知,随着帧平均数增加,其缺陷图像噪声减少,越来越清晰。在帧平均数为1时,?1.4 mm的孔型缺陷很难分辨,而当帧平均数增加至32帧时,?1.4 mm的孔型缺陷清晰可辨。
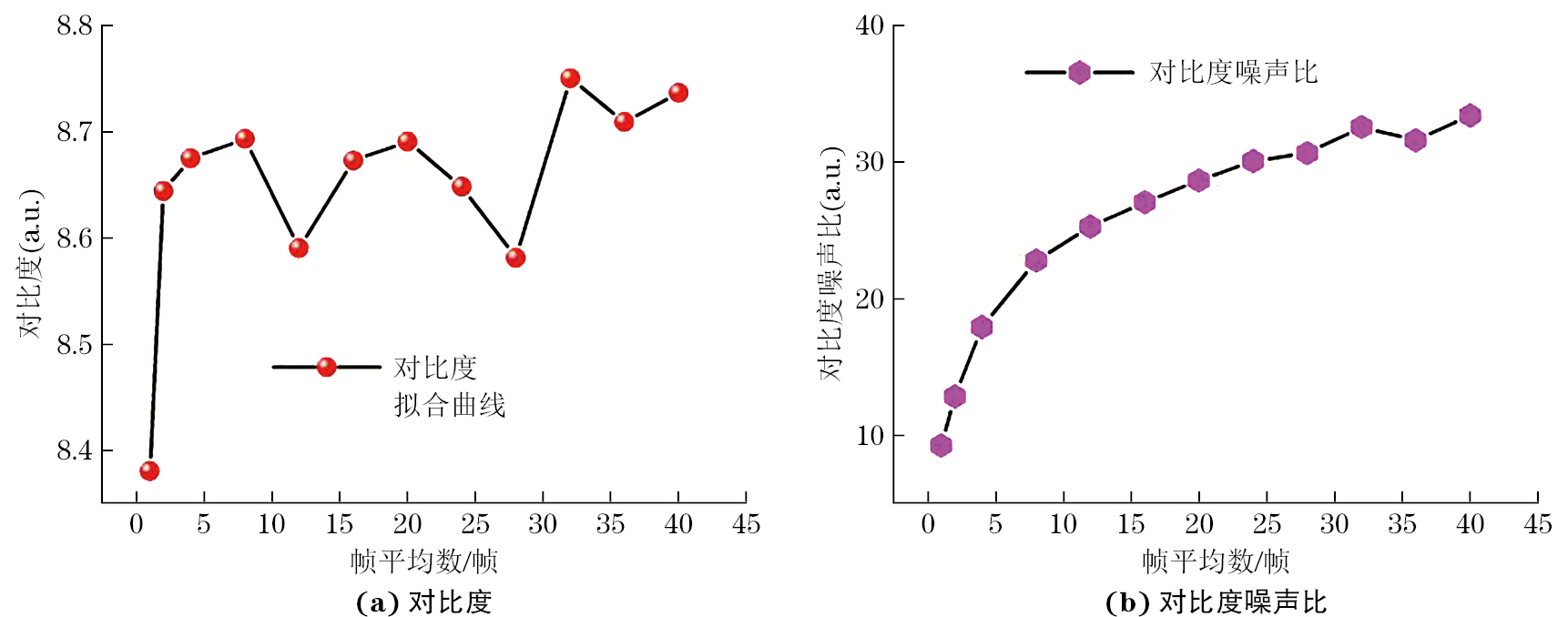
为了进一步建立DR图像质量随帧平均数的变化规律,选取?2.6 mm的缺陷进行计算,分别计算缺陷处和无缺陷处图像对比度和对比度噪声比随帧平均数的变化规律,其结果如图3所示[图中(a.u.)表示无量纲,下同]。
由图3可知,对比度在1到2帧时增加较快;在2帧以后,对比度处于波动状态。对比度噪声比随着帧平均数的增加而逐渐升高,当帧数为0~16帧时,对比度噪声比增加较快;当帧数为16~32帧时,对比度噪声比增长缓慢;当帧数超过32帧以后,对比度噪声比基本不发生变化。
上述分析可知,帧平均数越大,图像质量越好,但是其检测时间越长,效率降低。在工业DR中,需要兼顾图像质量和检测效率,保证帧平均数为16~20帧,即可以得到比较好的图像质量和检测效果。
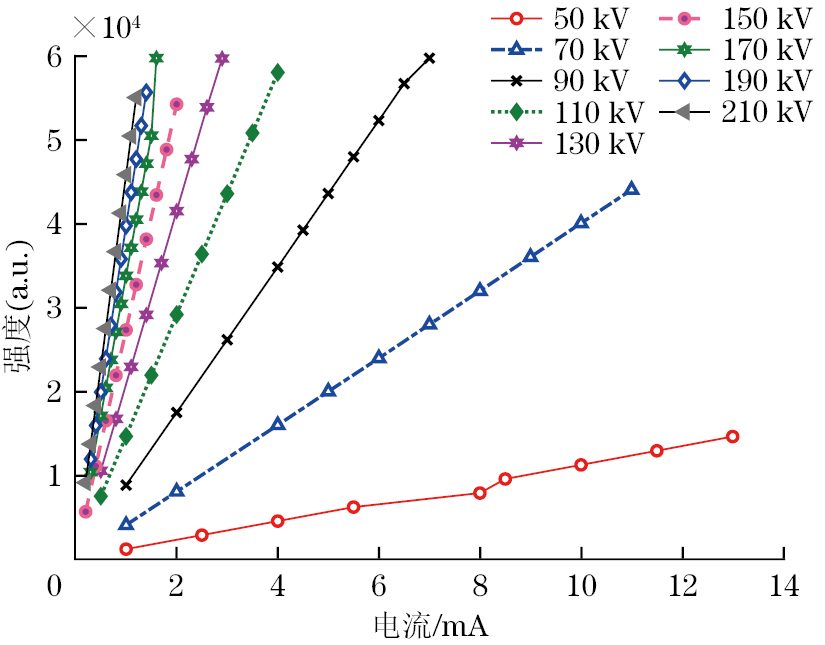
管电压和管电流是DR检测中极为重要的调节参数,对检测结果影响较大。为了探究管电流和管电压对检测结果的影响,试验采用常规焦点成像,DR设备焦点尺寸为0.4 mm,采集帧率为9帧(曝光时间1/9 s),手动采集20帧(帧平均数),放大倍数为1.1倍。采用控制变量法,分别获得在同一电压不同电流下的DR图像,并计算图像质量参数指标。在不同电压下,DR图像灰度值随电流的变化曲线如图4所示,可知,灰度值随着管电流升高逐渐升高,并且在不同电压下,两者之间都呈现良好的线性关系。
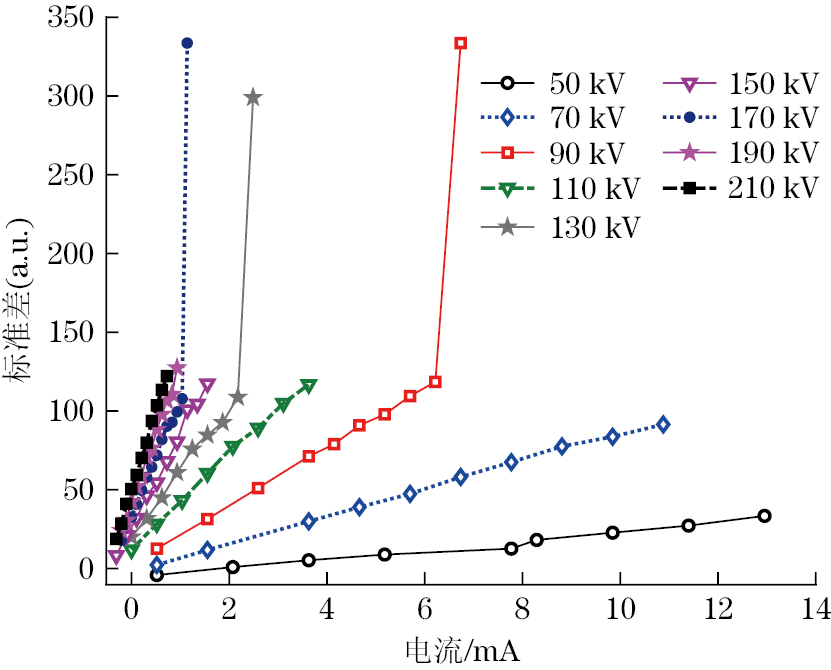
在不同电压下,DR图像标准差随电流的变化曲线如图5所示,可知,标准差随着管电流升高逐渐升高,并且在不同电压下,两者之间都呈现非常好的线性关系;当灰度值超过5.5万时,标准差会急剧上升。标准差越小代表图像质量越好,故仅从标准差角度分析,管电压越小,图像质量越好。
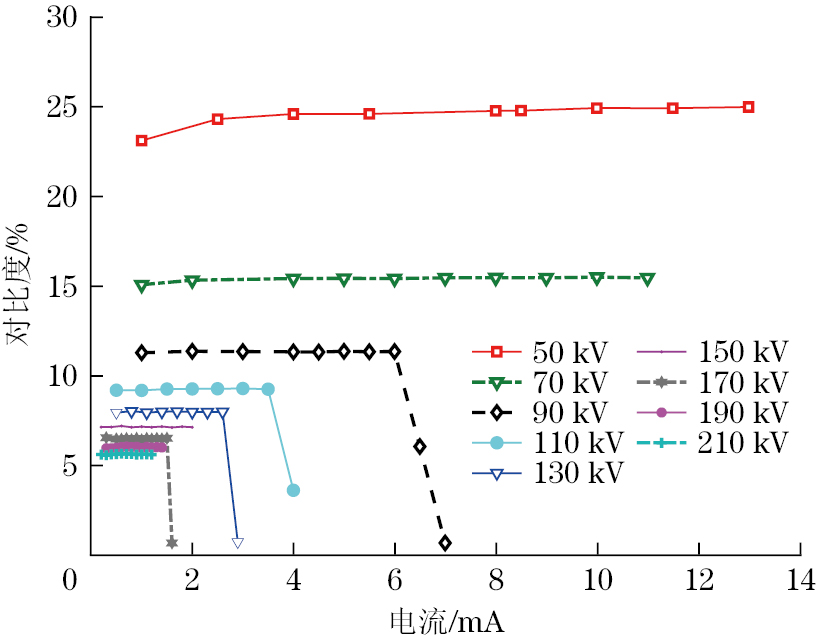
在不同电压下,DR图像对比度随管电流的变化曲线如图6所示,从曲线横向来看,管电流变化时对比度变化不明显,表明对比度受电流影响较小;从纵向来看,在同一个电流值下,对比度随电压值升高而逐渐降低,表明对比度受管电压的影响较大。故仅从对比度角度考虑,应当在保证穿透的情况下,选择低电压。当灰度值超过5.5万以上,对比度会急剧降低,为了提高对比度,尽可能选择低电压,同时图像灰度值不宜太高。
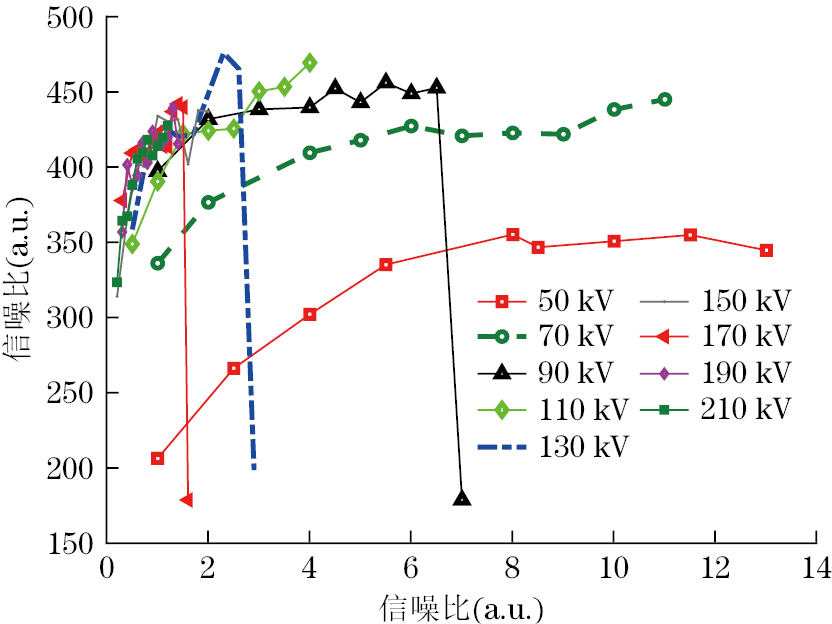
在不同电压下,DR图像信噪比随管电流的变化曲线如图7所示。从曲线横向来看,信噪比随着管电流升高略有升高,但是当电流超过一定阈值之后,信噪比变化不明显;从纵向来看,在同一个电流值下,对比度随电压值升高而逐渐升高,这表明对比度主要受管电压的影响。电压和电流组合分别为90 kV/7.0 mA,130 kV/2.9 mA,170 kV/1.6 mA时,灰度超过5.5万,对比度会急剧降低。故为了提高信噪比,应尽可能选择高电压,在满足条件的情况下可以略微选择高一些的电流值,但是不宜选择灰度值超过5.5万的电压和电流组合。
由上述分析可知,针对厚度为2 mm的薄板,在不超过规定灰度值范围的情况下,电压值选择90 kV到110 kV较佳;在灰度不超过4.7万的情况下,应该选择略高一些的电流值。
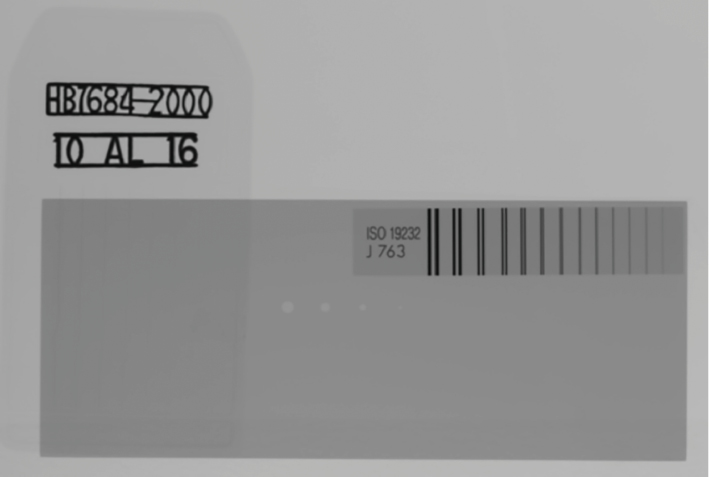
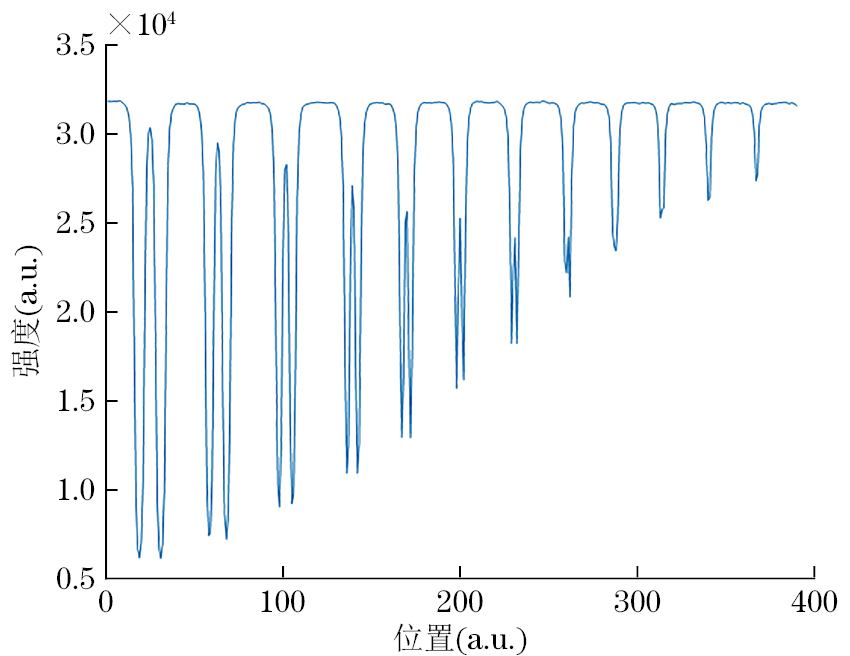
在DR工艺参数优化和选取过程中,空间分辨率也是重要的图像质量衡量参数。为进一步研究管电压和管电流对空间分辨率的影响,试验采用小焦点成像,焦点尺寸为0.4 mm,工件厚度为2 mm,采集帧率为9帧(曝光时间1/9 s),手动采集20帧(帧平均数),放大倍数为1.1倍。保证其他透照参数不变的情况下,仅改变管电流与管电压,相应的图像灰度值也发生变化。在缺陷旁附上双丝像质计,以获得相应DR图像,采用下沉值来评判空间分辨率大小。在管电压为130 kV,管电流为1.7 mA时的DR缺陷图像如图8所示,双丝像质计灰度变化曲线如图9所示。
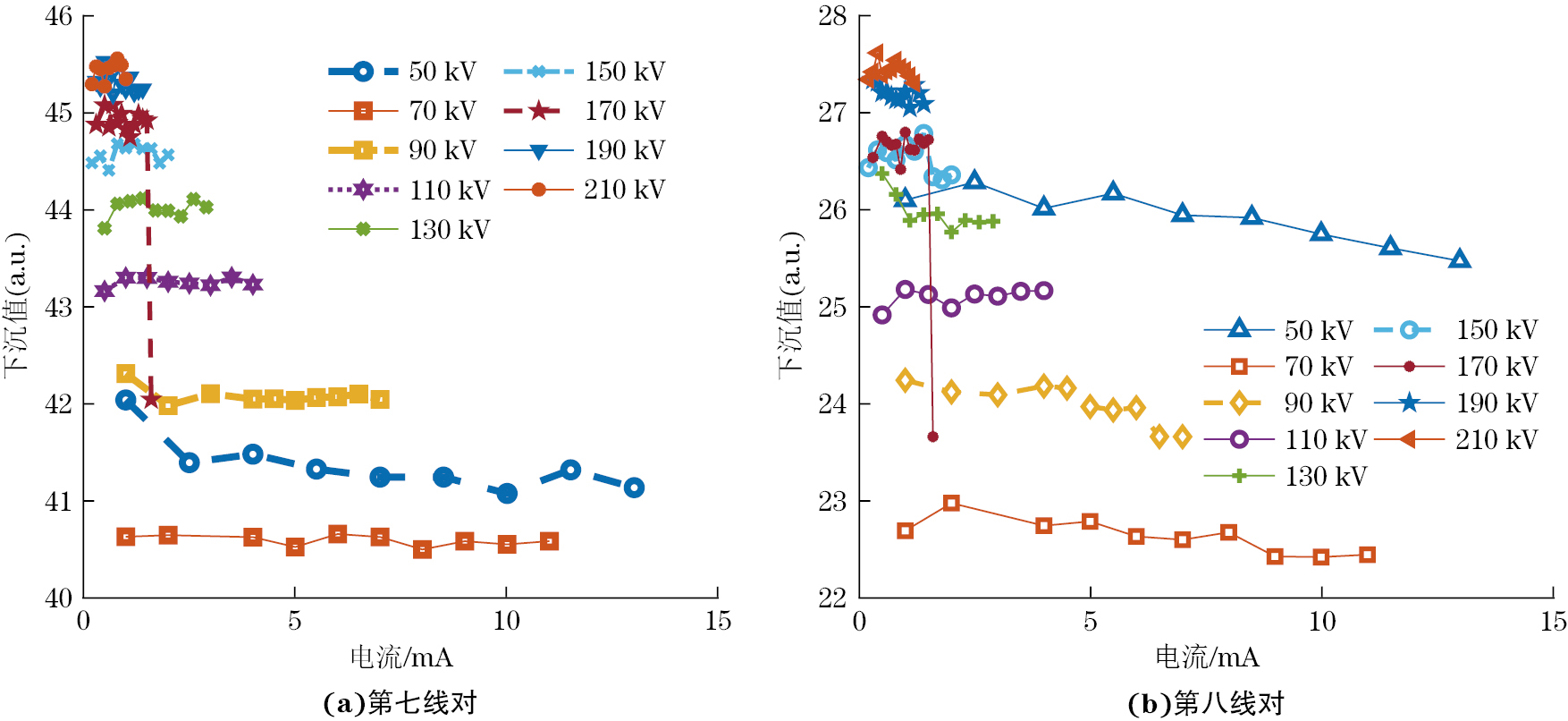
为进一步定量化描述空间分辨率随管电压和管电流的变化趋势,分别计算1~8号丝在不同管电压和管电流下的下沉值,绘制下沉值随电压和电流的变化曲线。不同电压下,第七线对和第八线对下沉值随电流的变化曲线如图10所示。由图10可知,在低中高电压阶段,双丝像质计的下沉值随电流变化保持稳定,表明下沉值和电流的相关性较小。从曲线纵向看,下沉值随管电压升高逐渐升高,电压为50 kV~130 kV时,下沉值升高较快;当电压超过130 kV时,下沉值变化较小。因此,在要求更高的分辨率情况下,可以忽略电流的影响,更多考虑调节电压参数。
综合空间分辨、对比度和信噪比来看,针对厚度为2 mm的铝合金薄壁件检测,电压值应当选择90 kV~110 kV,电流值选择2 mA左右,图像灰度值不宜过高。
(1)帧平均数为1~16帧时,图像质量提升较明显,当帧平均数超过16时,变化缓慢,考虑检测质量和检测效率,建议帧平均数取16~20。
(2)电压恒定时,图像灰度和标准差随电流呈线性变化规律,图像信噪比随电压升高而逐渐降低。
(3)电流对DR图像对比度的影响较小,电压越低,对比度越高。故在保证工件穿透的情况下,应选择较低的电压。从信噪比来看,电压越高,信噪比越高。
(4)空间分辨率主要取决于电压,管电压越高,双丝像质计下沉值越大。
(5)铝合金材料厚度每增加2 mm,电压提高大约10 kV,宜保证灰度值在3.5万左右,调整电流值。如果是不同材料,可根据衰减系数适当调节电压和电流值。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号