Table 1. DR检测系统的技术参数
| 指标 | 参数 |
|---|---|
| X射线源 | MXR-320HP/11射线机 |
| 射线源焦点大小/mm | 0.4 |
| 平板探测器型号 | XRD 1621AN ES |
| 像素点间距/μm | 200 |
| AD位数/bit | 16 |
| 软件系统型号 | XRT-HD |

随着无损检测新技术的不断发展,射线数字成像检测技术已应用于船舶、航空、核电等多个工业检测领域中。相较于传统胶片射线照相检测技术,射线数字成像技术具有宽容度较高、感光灵敏度良好、辐射剂量小及更有利于环境保护等一系列优点[1-3]。射线数字成像技术是在被检对象、射线源和探测器系统处于相对静止的条件下,利用DDA探测器进行射线成像的一种无损检测新技术[4]。射线数字成像技术原理与常规胶片射线照相技术的基本相同,二者的主要区别在于,DR检测技术用DDA探测器代替了胶片进行射线的接收与成像,用图像数字化技术代替暗室处理获得检测图像[5]。数字射线检测也存在一个质量评定标准,即从对比度灵敏度、图像不清晰度以及归一化信噪比3个方面评定图像质量。
用DR检测代替传统胶片射线照相检测是未来无损检测技术的发展趋势。在服役过程中,航空发动机涡轮叶片在高转速、高温、高负荷状态下运转工作,工作环境较为恶劣,故需通过射线检测保障其内部质量。现阶段高温合金涡轮叶片的内部检测主要采用传统胶片射线检测方法,DR检测技术还未得到应用。但航空发动机涡轮叶片的需求量较大,较高的产量给生产现场检测带来了很大压力,若能够将DR检测技术用于涡轮叶片的内部质量检测,则可以有效提高检测效率。国外已经颁布了DR检测相关标准,比如标准ISO 17636-2:2022 Non-destructive testing of welds—Radiographic testing—Part 2: X-and gamma-ray techniques with digital detectors。国内的DR检测技术也正在快速发展,关于DR检测技术的相关标准体系逐渐完善,近年来颁布了多个标准,比如GB/T 35388—2017《无损检测X射线数字成像检测 检测方法》等,航空发动机集团内也颁布了相关的集团标准,如AETM 37A 《X射线数字成像检测》,推动了数字射线检测技术的广泛应用。
文章以航空发动机涡轮叶片为试验对象,开展了针对某型叶片的DR检测工艺试验,并与传统胶片射线照相技术进行了对比试验,分析其DR检测技术应用可行性,以推动DR检测技术在航空发动机涡轮叶片生产制造过程中的应用。
DR检测系统主要由射线源和平板探测器两部分组成。文章采用的DR检测系统的主要技术参数如表1所示。
| 指标 | 参数 |
|---|---|
| X射线源 | MXR-320HP/11射线机 |
| 射线源焦点大小/mm | 0.4 |
| 平板探测器型号 | XRD 1621AN ES |
| 像素点间距/μm | 200 |
| AD位数/bit | 16 |
| 软件系统型号 | XRT-HD |
对DR检测设备进行空间分辨率试验,将双丝像质计直接置于平板探测器上,双丝像质计分别与DDA阵列行与列的两个方向呈 2°~5°,试验结果如表2所示,可知试验用DR检测设备的基本空间分辨率为0.20 mm。
| 方向 | 基本空间分辨率 | 双丝型像质计丝号/最大不清晰度 |
|---|---|---|
| 方向1 (竖放) | 0.16 | D8/0.32 |
| 方向2 (横放) | 0.20 | D7/0.40 |
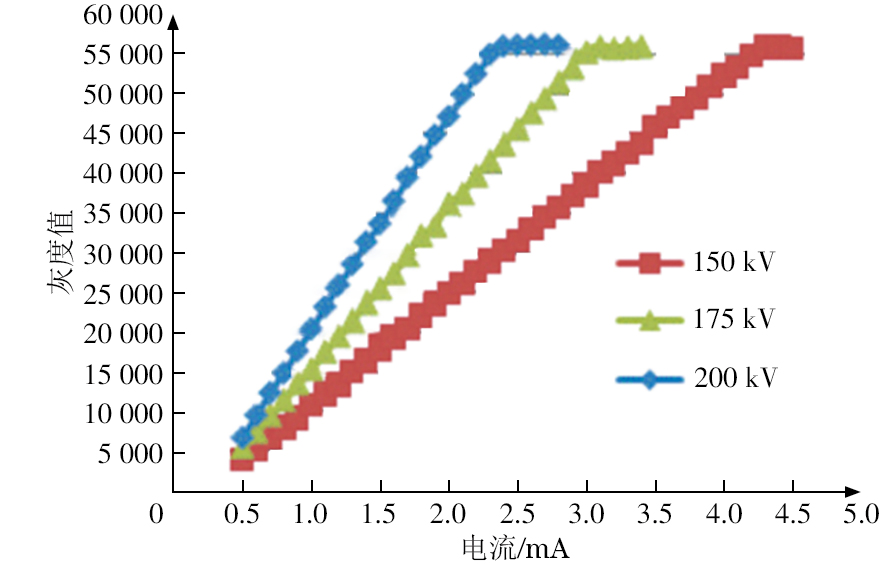
针对某型航空发动机涡轮叶片开展DR检测试验,检测过程中对图像灰度G(无量纲)有一定的要求,探测器的输入射线强度与计算机输出图像灰度值存在线性关系[6]。在被检工件厚度一定的情况下,信噪比随着图像灰度值的增加而增加,达到一定范围后趋于平缓。被检工件内部若存在不连续性,会引起线衰减系数变化,从而引起G变化,即灰度G的变化可以反映工件内部的不连续性,因此需在灰度值线性变化区进行图像采集。为确定探测器的灰度值线性范围,控制其他变量不变,只改变电流值,记录不同电流值下平板探测器的平均灰度值。然后对记录结果进行线性拟合,结果如图1所示。由图1可知,线性响应区间灰度值为5 000~55 000,为保证原始图像质量,文章试验控制检测部位的灰度值为13 200~52 000。
电压及曝光量是射线检测系统中的重要参数。通过增大电压可以增大图像灰度值,但是又不能一味增大电压,在相同曝光量条件下,较高的射线管电压会损失图像的对比度。曝光量是电流与曝光时间的乘积,可认为是到达平板探测器的X射线光子的数量或剂量。曝光量不直接影响检测图像的对比度和空间分辨率,而对信噪比的影响较大,较大的曝光量可以得到质量较优的检测数字图像。因此需要选择较大的电流,较长的单帧积分时间进行检测。
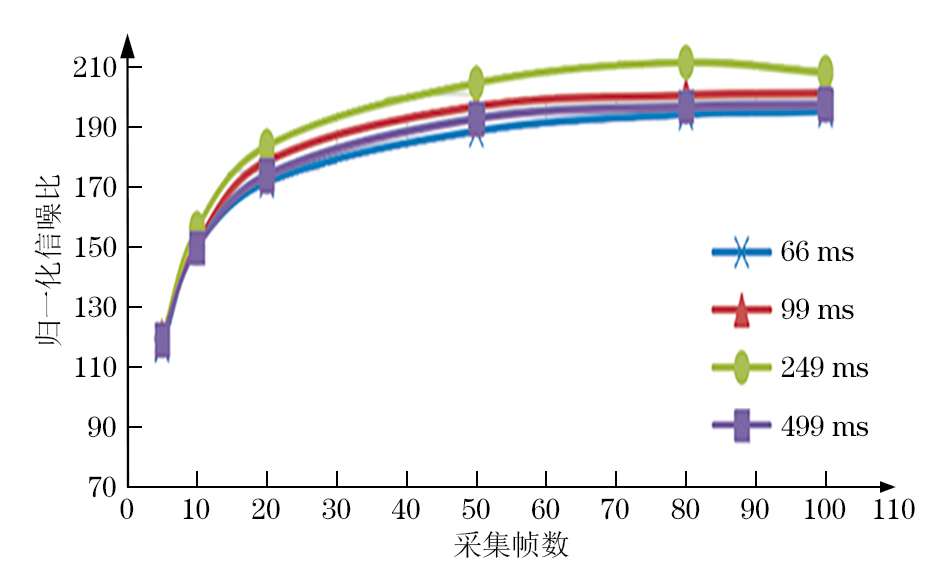
对于静态工件,采集的多帧连续图像可以通过对多幅图像求平均值来达到降噪目的。在积分时间分别为66,99,249,499 ms时,分别采集帧数为5,10,20,50,80,100的检测图像,并分析同一位置的归一化信噪比,试验数据如表3所示(表中归一化信噪比无量纲,下同)。检测图像归一化信噪比与采集帧数的关系曲线如图2所示,可知随着采集帧数的增加,平均处理过的图像归一化信噪比呈上升趋势,在35帧之前,归一化信噪比呈明显上升趋势,35帧之后上升较为平缓。综合考虑时间及图像质量,采集帧数宜选用50帧。通过观察图2及表3可以发现,在积分时间为249 ms时,归一化信噪比较高,图像质量更优,因此积分时间选择249 ms。
| 采集帧数/帧 | 积分时间/ms | |||
|---|---|---|---|---|
| 66 | 99 | 249 | 499 | |
| 5 | 124.1 | 126.8 | 126.2 | 125.9 |
| 10 | 149.7 | 150.7 | 155.0 | 149.8 |
| 20 | 166.9 | 172.4 | 176.4 | 168.8 |
| 50 | 180.2 | 186.7 | 192.8 | 183.5 |
| 80 | 184.6 | 189.6 | 198.2 | 186.7 |
| 100 | 185.3 | 190.1 | 195.6 | 187.2 |
在DR检测中,当焦点尺寸较小时,可通过放大的透照方式提高细节尺寸的检出能力,放大倍数M的定义为
| (1) |
式中:SDD为射线源至探测器的距离;SOD为射线源到被测物体的距离。
对于给定的射线检测系统,放大倍数不能一味增加,而存在一个最佳放大倍数的概念,最佳放大倍数M0定义为
| (2) |
式中:SRb为探测器基本空间分辨率;?为焦点尺寸。
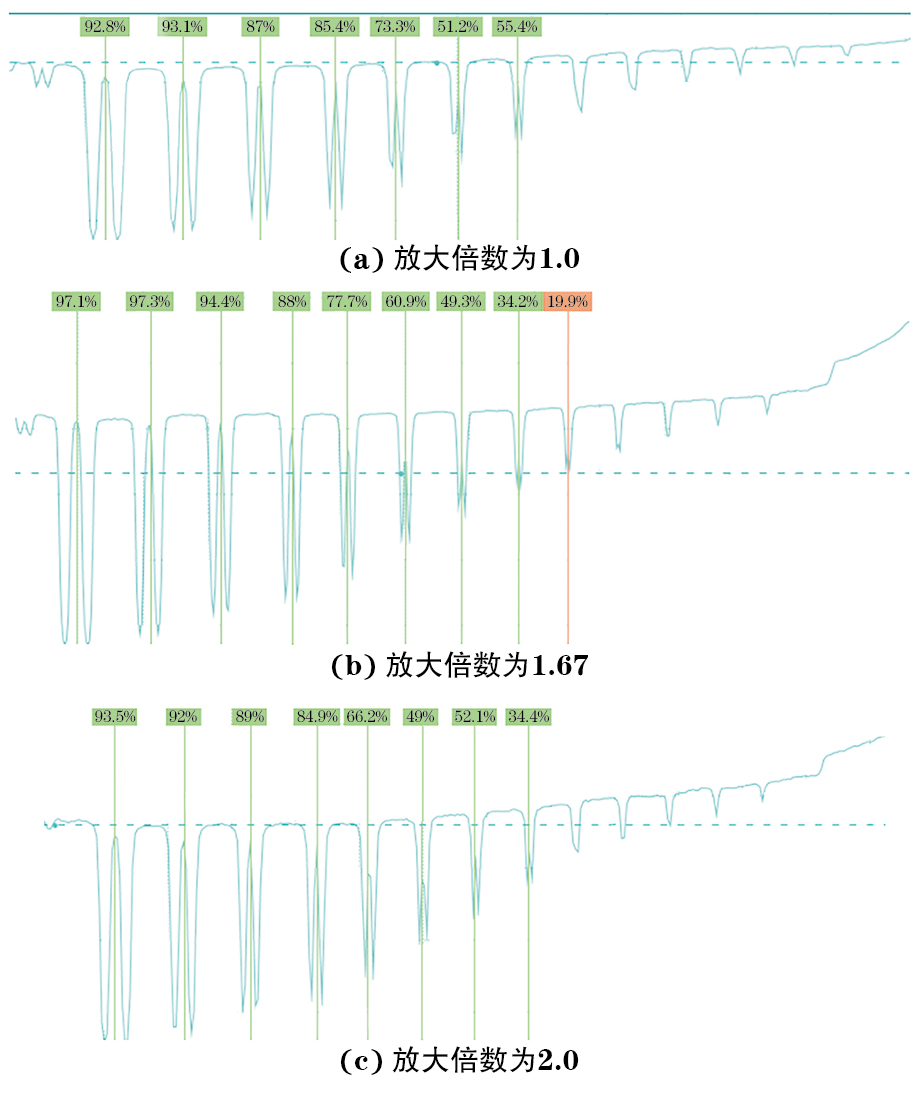
通过计算,文章试验系统的最佳放大倍数为2,不同放大倍数下的图像空间分辨率测量结果如表4所示,曲线如图3所示。由表4及图3可知,采用的DR检测系统在放大倍数为2及1.67时均可以得到最高的图像空间分辨率。
| 放大倍数 | 可识别双丝像质计丝号 | 图像空间分辨率/μm | 图像不清晰度/mm |
|---|---|---|---|
| 1.0 | D8 | 160 | 0.32 |
| 1.67 | D9 | 130 | 0.26 |
| 2.0 | D9 | 130 | 0.26 |
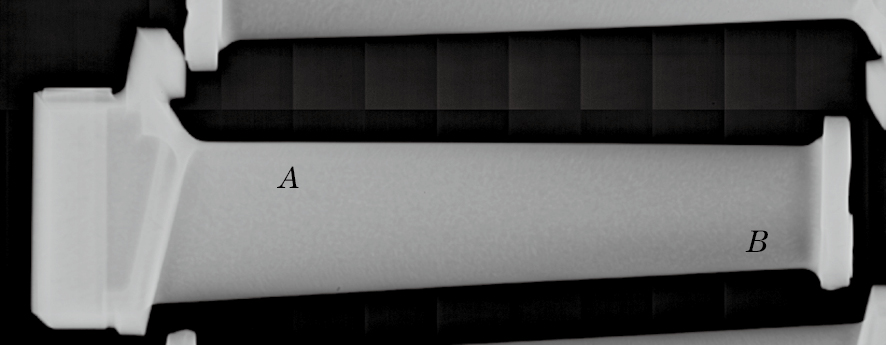
通过以上分析,最终确定的DR检测透照工艺参数如表5所示。按照该透照参数对材料与涡轮叶片材料一致的高温合金阶梯试块进行透照检测,检测结果如表6所示。该透照参数下的一次透照厚度宽容度为2~6 mm,满足涡轮叶片叶身变截面厚度变化范围的透照要求。用胶片X射线照相检测方法对阶梯试块进行透照时,为满足涡轮叶片叶身厚度范围的透照要求,需进行3次透照,其检测结果如表7所示。由表7可知,DR探测器的动态范围较大,单次透照的厚度宽容度也较大,即仅需一次透照就可得到叶身部位合适的灰度值图像,如图4所示。对涡轮叶片进行透照时,测得涡轮叶片较厚处A点的灰度值为13 882,涡轮叶片排气边处B点的灰度值为32 154,均满足检测要求。
| 透照电压/kV | 管电流/mA | 积分时间/ms | 帧数/帧 | SDD/mm | SOD/mm | 放大比 |
|---|---|---|---|---|---|---|
| 200 | 2.81 | 249 | 50 | 1 000 | 600 | 1.67 |
| 项目 | 厚度/mm | ||||||
|---|---|---|---|---|---|---|---|
| 14 | 12 | 10 | 8 | 6 | 4 | 2 | |
| 图像 |

|
||||||
| 灰度值 | 5 595 | 6 866 | 8 640 | 10 914 | 13 371 | 21 273 | 35 556 |
| 项目 | 厚度/mm | ||||||
|---|---|---|---|---|---|---|---|
| 14 | 12 | 10 | 8 | 6 | 4 | 2 | |
| 图像(一次透照) |

|
||||||
| 黑度 | — | — | — | — | — | 0.64 | 2.12 |
| 图像(二次透照) |

|
||||||
| 黑度 | — | — | — | — | 1.38 | 2.54 | >4.00 |
| 图像(三次透照) |

|
||||||
| 黑度 | — | — | — | 1.70 | 2.55 | 3.89 | >4.00 |
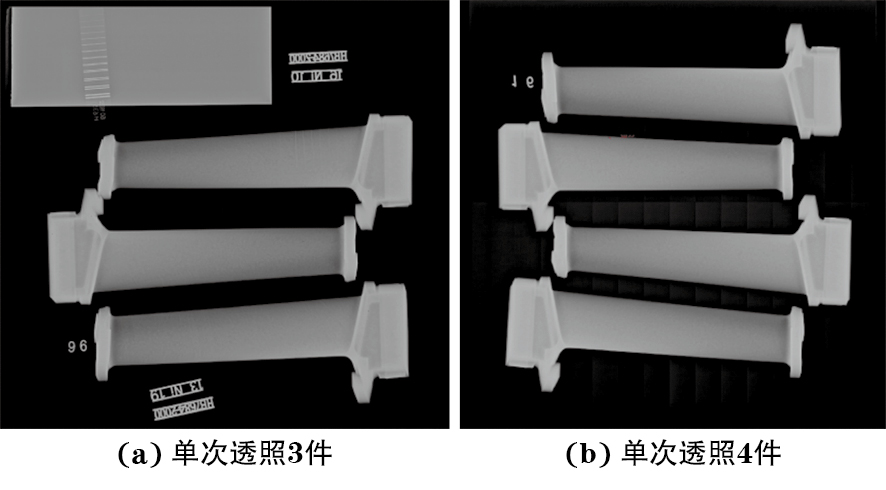
在检测过程中,使用单丝像质计评价图像对比度分辨率、使用双丝像质计评价图像不清晰度,在受检区域厚度均匀处测量归一化信噪比。由于涡轮叶片叶身部位的厚度是变化的,无法直接在叶身上放置双丝像质计,因此将双丝像质计放置于透照场内6 mm厚(约等于叶身根部厚度)的高温合金试块上,并在双丝像质计邻近区域测量归一化信噪比。根据透照场大小,单次透照3~4件叶片,透照布置示意如图5所示。
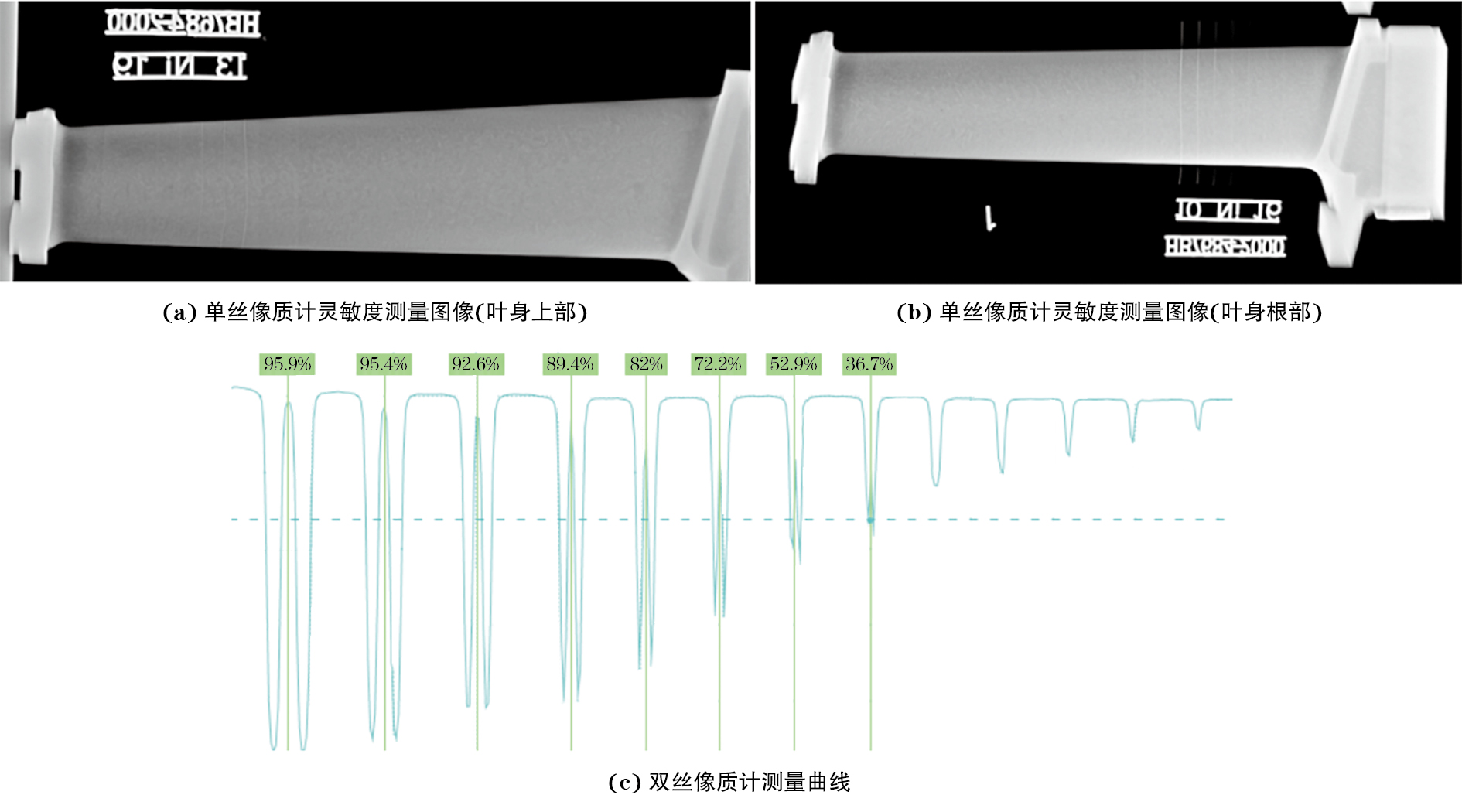
按以上工艺参数对涡轮叶片进行DR检测,其图像质量测量结果如图6及表8所示,可知DR检测图像质量满足ISO 17636-2及AETM 37A标准中A级的要求,且叶身根部的单丝像质计灵敏度优于标准要求。
| 项目 | 双丝像质计丝号 | 图像空间分辨率/µm | 归一化信噪比 | 单丝像质计灵敏度(叶身上部) | 单丝像质计灵敏度(叶身根部) |
|---|---|---|---|---|---|
| 检测技术要求(ISO 17636-2及AETM 37A中A级) | D9 | 130 | >70 | W17 | W13 |
| 检测结果 | D9 | 130 | 119.8 | W17 | W14 |
为验证DR检测技术的检测能力,将DR检测结果与胶片射线检测结果进行对比分析。选取55件涡轮叶片试件,试件包含了常见的夹杂、疏松、气孔等典型铸造缺陷。按照上文中确定的检测参数对此55件叶片进行DR检测试验,并按照现行胶片射线检测工艺进行了胶片法透照,两种方法的检测结果对比如表9所示。
| 试件编号 | X射线照相检测结果 | DR检测结果 | 检测尺寸相对误差/% |
|---|---|---|---|
| 1 | 排气边下部1.5 mm夹杂 | 排气边下部1.8 mm夹杂 | 0.20 |
| 2 | 叶冠气孔1.0 mm | 叶冠气孔1.0 mm | 0.00 |
| 3 | 进气边上部1.5 mm夹杂 | 进气边上部1.39 mm夹杂 | 0.07 |
| 4 | 进气边中部2.0 mm夹杂 | 进气边中部1.92 mm夹杂 | 0.04 |
| 5 | 排气边上部2.0 mm夹杂 | 排气边上部1.89 mm夹杂 | 0.06 |
| 6 | 排气边中上部2.0 mm夹杂 | 排气边中上部2.18 mm夹杂 | 0.09 |
| 7 | 排气边下部1.2 mm夹杂 | 排气边下部1.67 mm夹杂 | 0.39 |
| 8 | 叶身中部1.1 mm夹杂 | 叶身中部1.31 mm夹杂 | 0.19 |
| 9 | 排气边下部2.0 mm缩孔 | 排气边下部2.07 mm缩孔 | 0.03 |
| 10 | 排气边上部4.0 mm夹杂 | 排气边上部3.13 mm夹杂 | 0.22 |
| 11 | 叶冠下部靠近进气边4.0 mm夹杂 | 叶冠下部靠近进气边4.29 mm夹杂 | 0.07 |
| 12 | 叶身中下部靠近排气边5.0 mm气孔 | 叶身中下部靠近排气边4.51 mm气孔 | 0.10 |
| 13 | 叶身中部0.5 mm夹杂 | 叶身中部0.67 mm夹杂 | 0.34 |
| 14 | 进气边中部0.4 mm夹杂 | 进气边中部0.6 mm夹杂 | 0.50 |
| 15 | 排气边上部5.0 mm层状夹杂 | 排气边上部5.35 mm层状夹杂 | 0.07 |
| 16 | 排气边叶冠下部1.3 mm夹杂 | 排气边叶冠下部1.83 mm夹杂 | 0.41 |
| 17 | 进气边上部1.0 mm夹杂 | 进气边上部1.16 mm夹杂 | 0.16 |
| 18 | 排气边叶冠下部3.0 mm夹杂 | 排气边叶冠下部3.33 mm夹杂 | 0.11 |
| 19 | 进气边中部0.8 mm夹杂 | 进气边中部0.63 mm夹杂 | 0.21 |
| 20 | 排气边下部0.5 mm夹杂 | 排气边下部0.45 mm夹杂 | 0.10 |
| 21 | 排气边叶冠下部2.5 mm夹杂 | 排气边叶冠下部2.16 mm夹杂 | 0.14 |
| 22 | 排气边叶冠下部4.0 mm夹杂 | 排气边叶冠下部4.13 mm夹杂 | 0.03 |
| 23 | 叶身上部近进气边4.0 mm层状夹杂 | 叶身上部近进气边3.62 mm层状夹杂 | 0.10 |
| 24 | 叶身上部靠近排气边4.0 mm夹杂 | 叶身上部靠近排气边3.12 mm夹杂 | 0.22 |
| 25 | 叶冠上部2.0 mm气孔 | 叶冠上部1.58 mm气孔 | 0.21 |
| 26 | 排气边中部0.9 mm夹杂 | 排气边中部0.6 mm夹杂 | 0.33 |
| 27 | 排气边中上部2.0 mm夹杂,排气边上部0.8 mm夹杂,叶冠上部1.0 mm气孔 | 排气边中上部2.1 mm夹杂,排气边上部0.77 mm夹杂,叶冠上部0.83 mm气孔 |
0.05 0.04 0.17 |
| 28 | 叶身中部靠近排气边2.0 mm夹杂 | 叶身中部靠近排气边2.0 mm夹杂 | 0.00 |
| 29 | 排气边中下部0.8 mm夹杂 | 排气边中下部0.52 mm夹杂 | 0.35 |
| 30 | 叶身中部近排气边3.0 mm条状夹杂 | 叶身中部近排气边3.8 mm条状夹杂 | 0.27 |
| 31 | 叶身中下部靠近排气边0.9 mm夹杂 | 叶身中下部靠近排气边0.68 mm夹杂 | 0.24 |
| 32 | 叶冠下部进气边5.0 mm层状夹杂 | 叶冠下部进气边4.13 mm层状夹杂 | 0.17 |
| 33 | 排气边中部1.0 mm夹杂 | 排气边中部0.69 mm夹杂 | 0.31 |
| 34 | 叶身上部疏松 | 叶身上部疏松 | — |
| 35 | 进气边上部1.0 mm夹杂 | 进气边上部1.13 mm夹杂 | 0.13 |
| 36 | 排气边中下部0.5 mm夹杂 | 排气边中下部0.58 mm夹杂 | 0.16 |
| 37 | 叶冠下部近进气边2.0 mm夹杂 | 叶冠下部近进气边1.94 mm夹杂 | 0.03 |
| 38 | 叶冠下部6.0 mm夹杂 | 叶冠下部5.04 mm夹杂 | 0.16 |
| 39 | 叶冠下部近排气边3.0 mm夹杂 | 叶冠下部近排气边2.94 mm夹杂 | 0.02 |
| 40 | 叶身上部近排气边2.0 mm夹杂 | 叶身上部近排气边3.38 mm夹杂 | 0.69 |
| 41 | 叶身上部近排气边0.7 mm夹杂 | 叶身上部近排气边0.63 mm夹杂 | 0.10 |
| 42 | 叶身上部近进气边2.0 mm夹杂 | 叶身上部近进气边2.55 mm夹杂 | 0.28 |
| 43 | 叶身上部近排气边2.0 mm夹杂 | 叶身上部近排气边1.82 mm夹杂 | 0.09 |
| 44 | 进气边上部缩裂6.0 mm | 进气边上部缩裂6.29 mm | 0.05 |
| 45 | 叶冠下部近排气边线性缺陷3.0 mm | 叶冠下部近排气边线性缺陷3.42 mm | 0.14 |
| 46 | 排气边中上部条状夹杂2.0 mm | 排气边中上部条状夹杂1.58 mm | 0.21 |
| 47 | 叶冠下部排气边豁口 | 叶冠下部排气边豁口 | — |
| 48 | 排气边下部0.6 mm夹杂 | 排气边下部0.48 mm夹杂 | 0.20 |
| 49 | 叶冠下部疏松 | 叶冠下部疏松 | — |
| 50 | 叶冠下部疏松 | 叶冠下部疏松 | — |
| 51 | 叶身中部疏松 | 叶身中部疏松 | — |
| 52 | 叶身下部疏松 | 叶身下部疏松 | — |
| 53 | 叶身中部疏松 | 叶身中部疏松 | — |
| 54 | 叶冠下部疏松 | 叶冠下部疏松 | — |
| 55 | 排气边中部2.0 mm缩孔 | 排气边中部2.17 mm缩孔 | 0.09 |
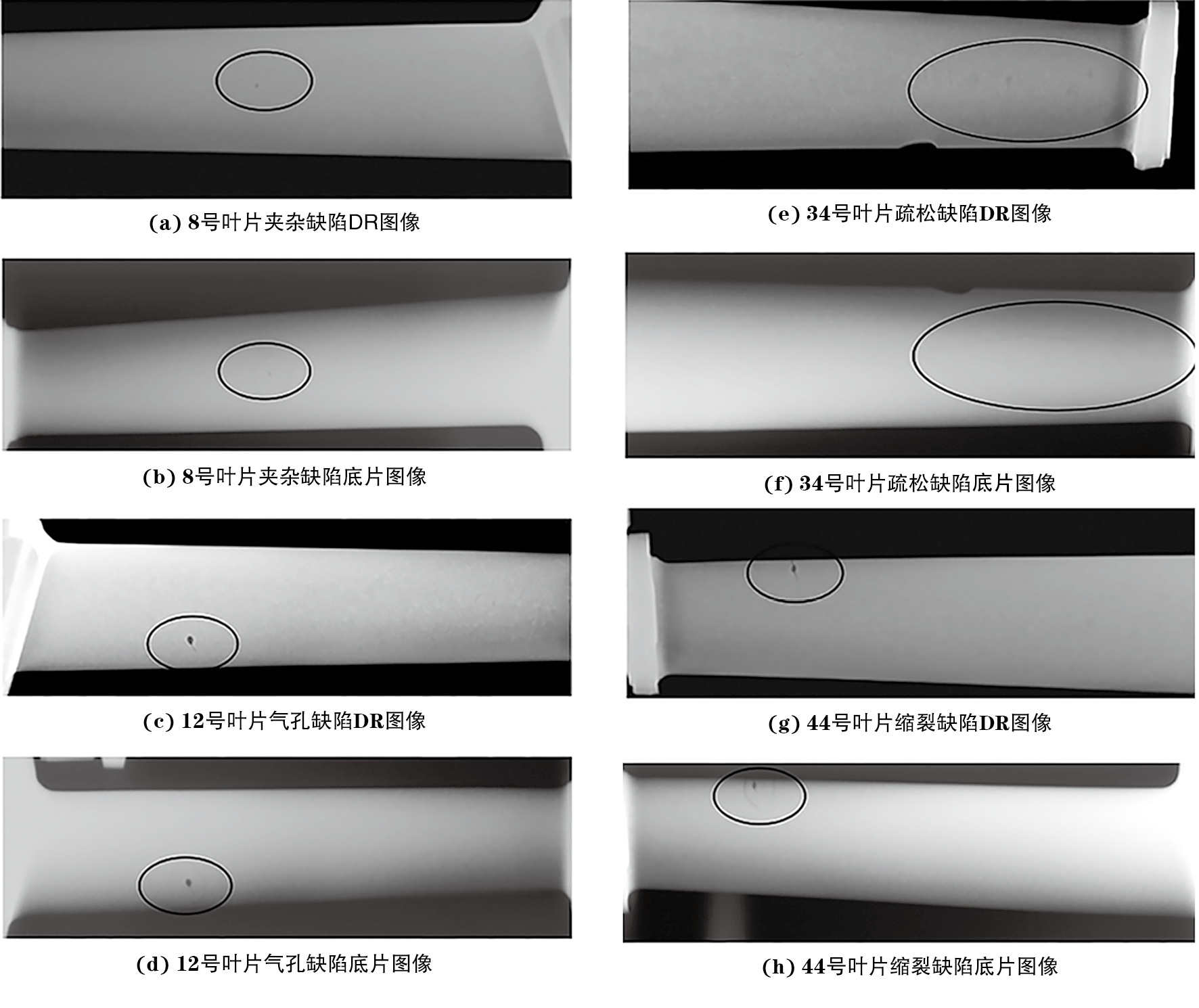
对比55件涡轮叶片的数字图像和底片图像,二者检出的缺陷类型、缺陷形态及缺陷位置均一致。缺陷尺寸测量值并不完全相同,存在一定偏差,平均相对误差为0.17%,最大相对误差为0.69%。出现这种情况的主要原因为:① 两种检测方法的焦距及视场大小不同,导致实际的射线透照角度并不完全相同,而射线检测是一种投影成像技术,透照角度不同会对缺陷显示的尺寸存在影响;② 胶片射线检测使用标尺放大镜测量缺陷尺寸,DR检测是在数字图像上使用软件自带的测量工具进行测量,以上两种检测方法,缺陷的边界均由评判人员目视确定,不同评判人员在测量时会存在一定的测量不确定度。几种典型的铸造缺陷DR图像和底片图像对比如图7所示。
为了进一步验证DR检测技术对于某型涡轮叶片的适用性,随机抽取80批共11 303件叶片开展了胶片射线检测和DR检测试验。试验时DR检测和胶片射线检测试验由不同检测人员分别进行,检测完成后再对比检测结果,结果显示,DR检测及胶片射线检测方法均检出了223件缺陷件,且缺陷类型、位置以及形态一致。通过对缺陷试件及批量叶片检测结果的对比分析,发现DR检测和胶片射线照相检测结果一致,认为可以采用DR检测方法对某型涡轮叶片进行内部质量检测。
检测效率方面,某型涡轮叶片的现行胶片射线照相检测工艺需进行3次透照,一次透照可检测32件,透照一次所需时间约为15 min;该叶片的DR检测工艺仅需进行1次透照,一次透照可检测3件或4件,透照一次所需时间约为3 min。可见,在不计算评片时间的情况下,DR检测技术的检测效率比胶片射线照相的提高了约64%释放了检测产能。
(1)针对某型航空发动机涡轮叶片内部冶金质量的检测,提出了一种DR检测工艺方法,通过试验分析确定了其DR检测工艺参数,检测灵敏度满足ISO 17636-2:2022及AETM 37A标准中的A级要求。
(2)与传统胶片X射线检测方法相比,对某型航空发动机涡轮叶片的DR检测方法在缺陷位置、缺陷类型、缺陷形态以及缺陷检出率方面与胶片法的一致,缺陷尺寸测量值最大误差小于0.7%。
(3)采用该DR检测系统对某型航空发动机涡轮叶片进行内部质量检测,检测效率高,与胶片X射线检测方法相比提高了约64%,释放了检测产能。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号