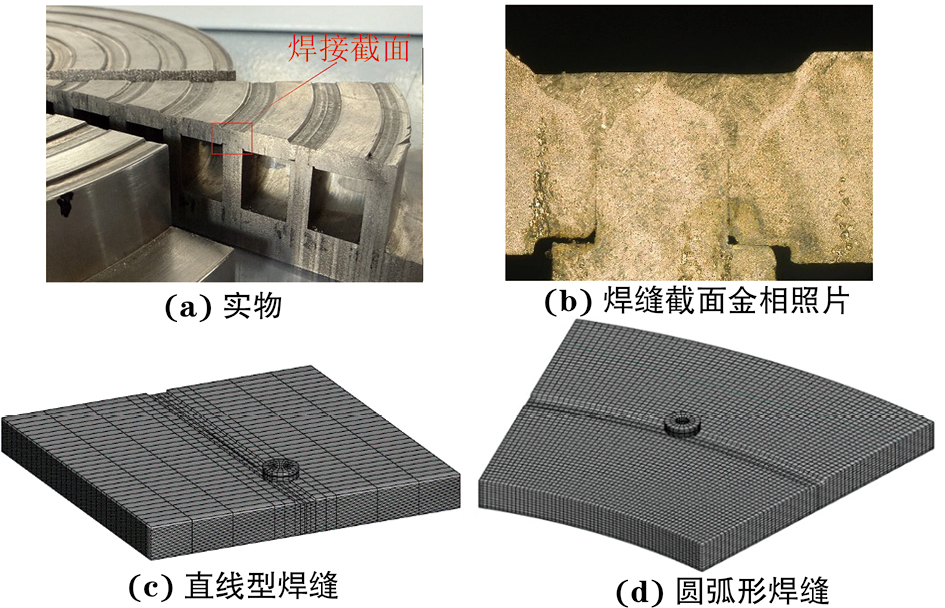
图 1 发动机喷注器实物及其直线型,圆弧型焊缝结构示意

喷注器是液体火箭发动机燃烧室的关键部件之一,其功能是将燃料和氧化剂按一定比例喷入燃烧室进行燃烧,实现航天发动机功能。然而,由于喷注器结构复杂,检测空间狭小,检测精度要求高,现有无损检测技术尚无法实现焊缝熔深的有效评价。为此,对其结构开展无损检测技术研究,探寻有效的焊缝熔深无损定量评价方法,实现喷注器焊缝熔深的高精度检测非常重要。
焊缝熔深检测原理上可采用涡流检测、射线检测、超声检测等技术。由于喷注器电子束焊缝为内凹结构,焊缝熔深相当于一条垂直于上表面的裂纹缺陷,不适于采用垂直入射超声检测方法,且电子束焊缝间距狭窄,周围遍布不同直径的喷注孔,也不利于采用斜入射超声检测技术。同时喷注盘为不锈钢材料,直径厚度较大,微焦点工业CT系统难以穿透喷注盘进行有效成像检测,X射线透射法原理上也无法反映出焊缝熔深深度信息。涡流检测技术在检测金属焊缝表面和近表面缺陷方面具有很高的灵敏度,是一种非接触式无损检测方法,且检测探头尺寸小,构型多样灵活,可实现狭小空间环境下的无损检测,有望用于焊缝熔深评价。
针对液体火箭发动机喷注器电子束焊接中出现的焊缝熔深控制难,缺乏有效测量方法的问题,文章通过开展喷注器不同熔深焊缝涡流检测的数值模拟和试验,明确喷注器电子束焊缝熔深与涡流检测信号之间的关联关系,验证涡流检测方法对喷注器焊缝熔深定量评价的可行性。
发动机喷注器由一个喷注盘和多个大小不同的喷注环焊接而成。每个喷嘴环由内外侧两条电子束焊缝与喷注盘连接,相邻焊缝的中心间距约为2 mm,且焊后表面有余高,发动机喷注器实物及其直线型,圆弧形焊缝结构示意如图1所示,喷注器焊缝形式为对接焊缝,焊缝截面金相照片如图1(b)所示。电子束焊接质量决定着喷注器结构的完整性和可靠性,关系到液体火箭发动机的安全稳定运行。文章基于退化向量位方法的棱边有限元涡流检测信号计算程序[1],开展焊缝熔深涡流检测数值仿真。该方法通过在空气区域采用退化向量位,将空气区域激励电流源的影响通过导体界面耦合进导体区域实现涡流场和信号计算。由于其无需对线圈进行单元剖分,对涡流检测信号的计算非常有效,故笔者采用该方法对不同熔深和检测频率下Pancake和TR探头的涡流检测信号进行计算,分析涡流检测方法对熔深评价的有效性[2-4]。
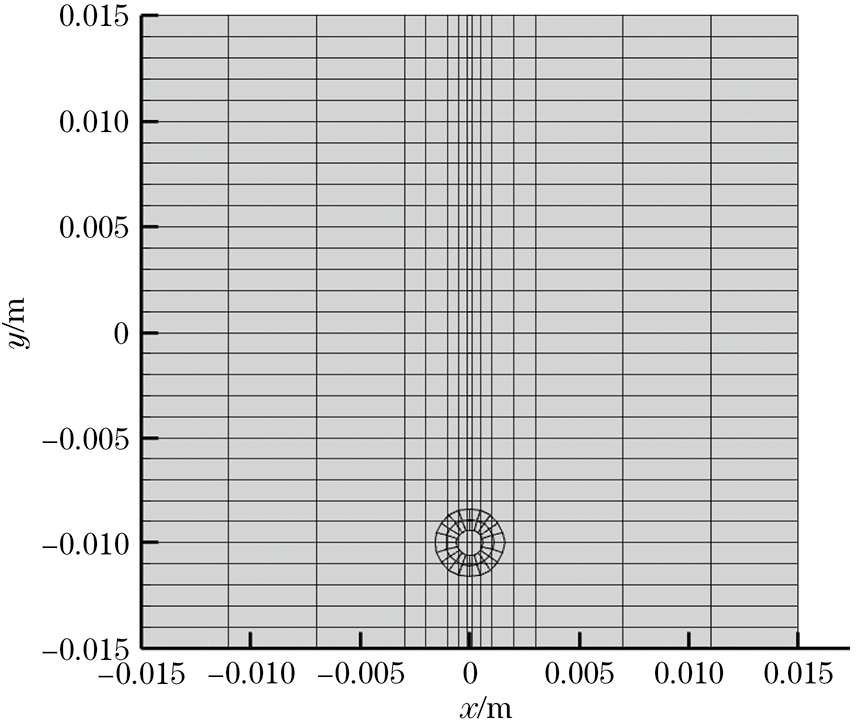
根据喷注器的几何结构及焊缝特点,首先建立了如图1所示的涡流检测方板计算模型和弧形计算模型。模型中以上表面凹槽模拟焊缝区域,用取不同深度沿焊缝的下表面裂纹即熔深缺陷来模拟不同熔深的影响,即不同的熔深缺陷对应不同的熔深。同时设置了上表面槽缺陷用来考虑结构形状和焊缝表面对信号的影响。计算中,对模型和周围空气区域采用六面体单元进行网格划分,单元个数设置为35 112,相应节点数设置为38 610。为保障计算精度,在缺陷附近采用了较密的单元划分。这两种简化喷注器涡流检测计算模型的尺寸和材料物理参数如表1所示。
| 结构 | 焊缝位置 | 项目 | 参数 |
|---|---|---|---|
| 喷注板 | 方板 | 长/mm | 30 |
| 宽/mm | 30 | ||
| 厚/mm | 2.7 | ||
| 圆弧 | 弯曲半径/mm | 50 | |
| 方板/圆弧 |
电导率/mS · m−1 相对磁导率 |
1.0 1.0 |
|
| 熔深缺陷(外裂纹) | 方板/圆弧 | 深度/mm |
0.8,1.1,1.3 1.5,2.0,2.5 |
| 长度/mm | 10 | ||
| 宽度/mm | 0.2 | ||
| 内裂纹 | 方板/圆弧 | 深度/mm | 0.5 |
| 长度/mm | 5 | ||
| 宽度/mm | 0.2 | ||
| 模拟焊缝 | 方板/圆弧 | 长度/mm | 30 |
| 宽度/mm | 2 | ||
| 深度/mm | 0.2 |
为明确涡流检测方法对熔深不足缺陷的检测可行性,首先采用图2所示的标准Pancake线圈探头扫查路径进行检测信号模拟计算,线圈的具体参数如表2所示。在21个沿焊缝的扫查位置(-10~10 mm,以1 mm为间距)设置探头,计算相应点有无熔深缺陷时线圈的阻抗信号的实部和虚部,取其差值作为熔深不足导致的信号变化。为明确不同激励频率对检测信号的影响,根据板厚和电导率特点,对4种激励频率(10,50,100,200 kHz)下的检测信号分别进行仿真计算。
| 项目 | 参数 |
|---|---|
| 内径/mm | 1.2 |
| 外径/mm | 3.2 |
| 厚度/mm | 0.8 |
| 提离/mm | 0.5 |
| 匝数 | 140 |
(1)不同激励频率下的检测信号
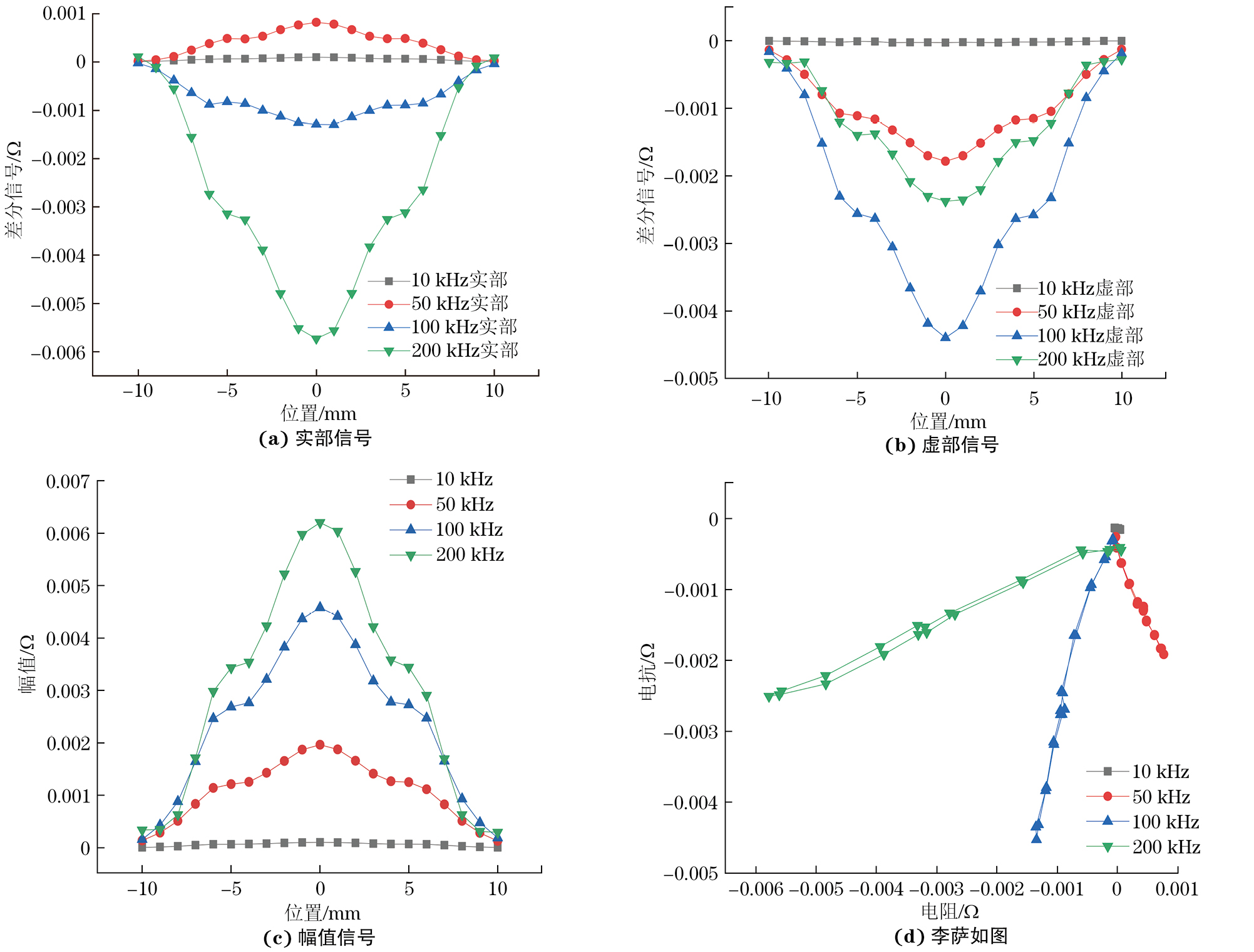
不同激励频率下Pancake探头对深度0.8 mm外表面槽的检测信号计算结果如图3所示,可见,激励频率增加时,熔深缺陷导致的检测信号明显变大。同时,不同频率信号的相位角也有明显不同,说明采用适当频率对熔深缺陷进行定量评价非常重要。
(2)信号幅值、相位与焊缝熔深的关系
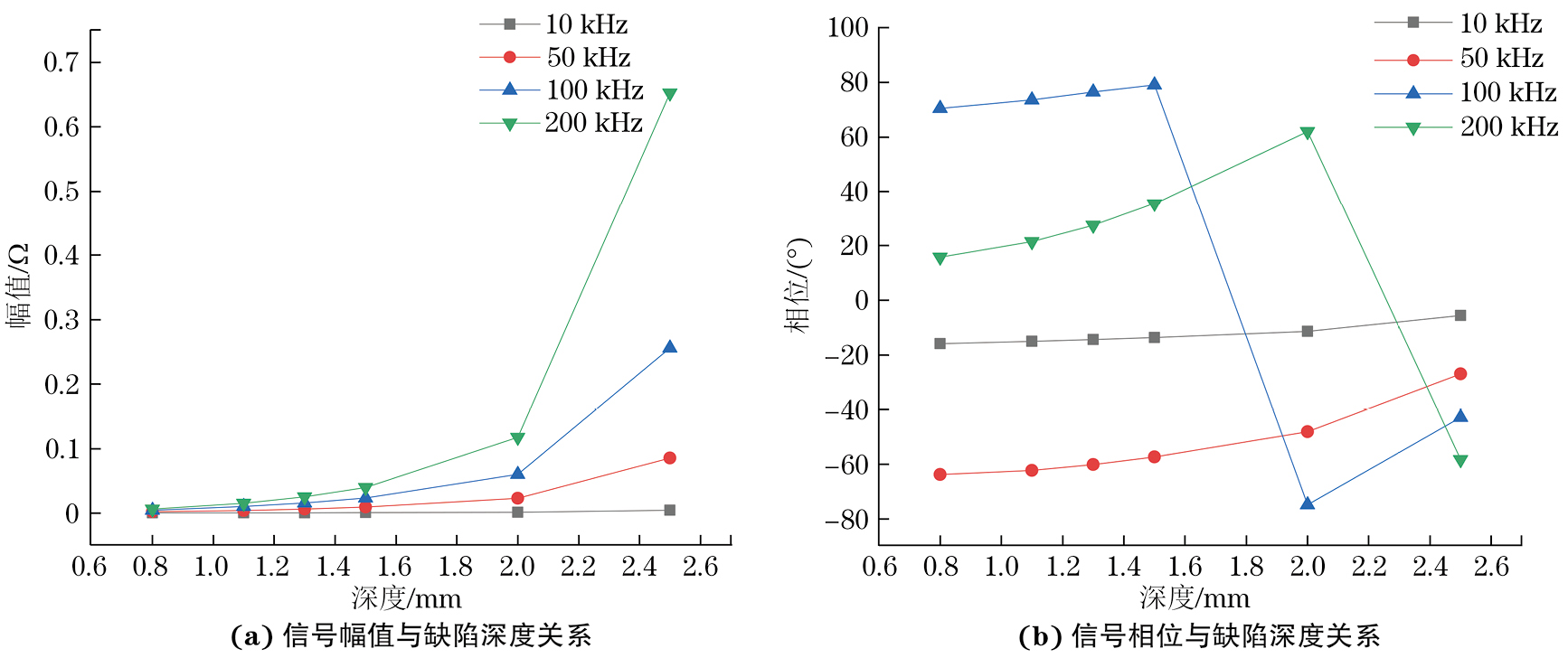
不同频率下Pancake探头计算信号的幅值相位和熔深关系的计算结果如图4所示。由图4(a)可见熔深变小时检测信号的幅值显著增大。由图4(b)可见激励频率为10,50 kHz时相位随缺陷深度均单调增加,但100,200 kHz时信号相位随熔深并非单调变化,所以选择合适的频率对熔深缺陷的定量评价至关重要。基于图4所示结果可以发现,50 kHz的相关曲线单调且变化较为明显,适用于熔深缺陷的检测评价。通过预先计算或试验获取不同深度熔深焊缝的涡流检测信号幅值、相位建立定标关系曲线,实际应用中即可利用标定曲线法,分析检测信号的相位和幅值对熔深缺陷深度进行无损评价。
为比较不同涡流检测探头对熔深缺陷检测的有效性,对图5所示不同外径、不同间距TR线圈涡流检测探头的检测信号进行了模拟计算,探头的具体参数如表3所示。计算中同样在不同扫查位置点(-10~10 mm,以1 mm为间距)设置探头,计算相应有无熔深缺陷时线圈阻抗信号的实部和虚部,求其差值获取熔深不足导致的信号变化。同时以上表面缺陷的信号作为噪声计算信噪比,用来优化探头参数。
| 项目 | 参数 |
|---|---|
| 内径/mm | 1.2 |
| 外径/mm | 2.0,2.6,3.2 |
| 厚度/mm | 0.8 |
| 提离/mm | 0.5 |
| 匝数 | 140 |
| 间距/mm | 0.0,1.0,2.0 |
(1)不同线圈间距、外径探头的检测信号计算结果
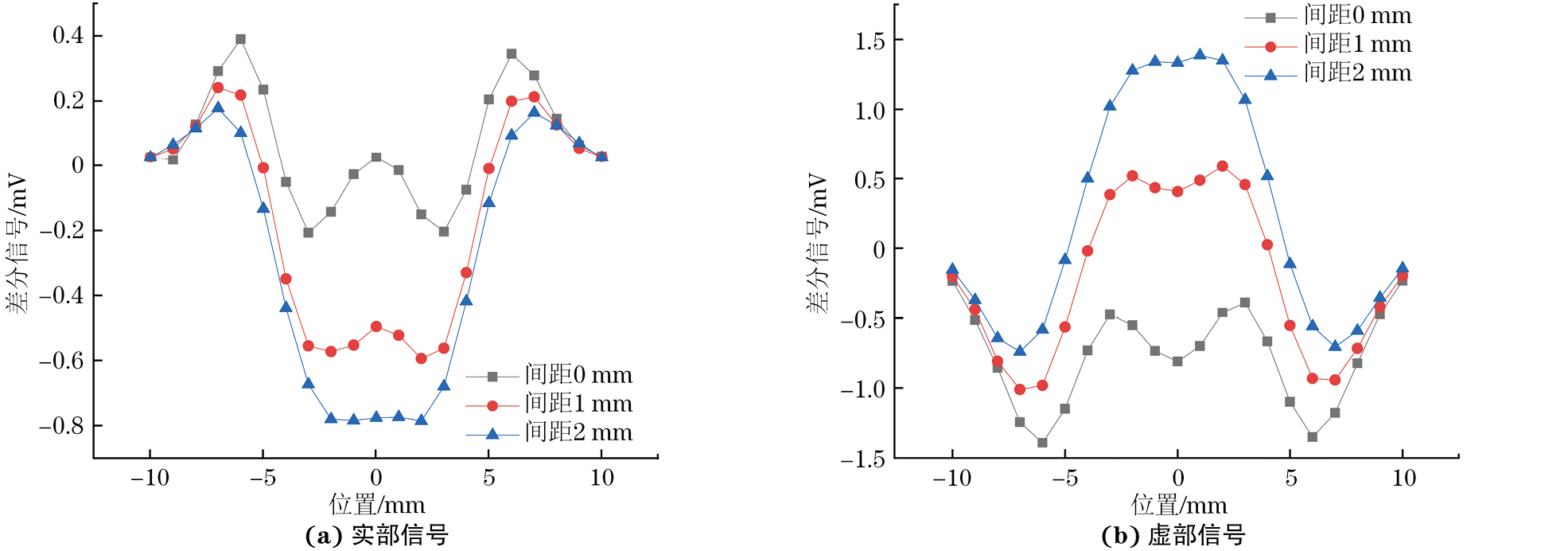
计算中采用平板模型,用深1.1 mm的外表面槽缺陷模拟熔深,激励频率采用50 kHz。为研究探头参数的影响,分别计算了不同参数探头检测有无熔深缺陷平板的阻抗信号,通过差分获取熔深不足导致的信号变化。计算所得不同线圈间距探头涡流检测信号的实部和虚部的结果如图6所示,各曲线为沿焊缝21个扫查点位置的熔深缺陷信号。
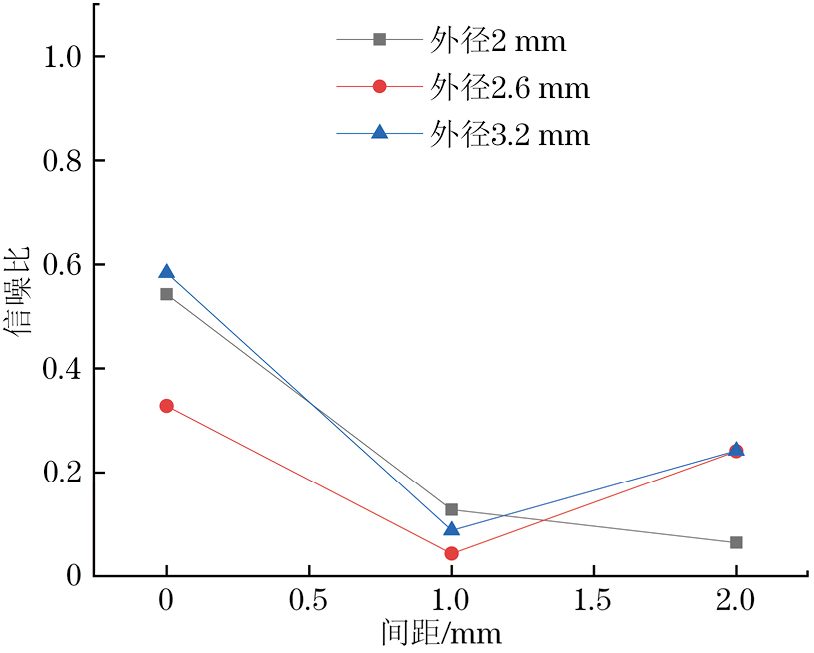
(2)检测信号信噪比与探头参数的相关性
以外表面槽缺陷的信号幅值作为熔深不足信号S,内表面槽缺陷的信号幅值作为噪声信号N,计算获得了不同参数TR探头熔深检测信号的信噪比。不同线圈外径和间距TR探头的检测信号幅值和信噪比如表4所示,信噪比和线圈间距的相关性曲线如图7所示。不难发现,当线圈间距较小时,线圈外径为3.2 mm时信噪比明显较大。因此为降低上表面焊缝凹凸等对信号的影响,采用适当线圈探头参数对熔深缺陷的检测和定量非常重要。根据表4计算结果,线圈探头外径为3.2 mm,间距为0 mm时效果相对最佳。
| 间距/mm | 信号参数 | 外径 | ||
|---|---|---|---|---|
| 2 mm | 2.6 mm | 3.2 mm | ||
| 0 | S/mV | 0.651 | 0.880 | 0.812 |
| N/mV | 1.200 | 2.680 | 1.390 | |
| S/N | 0.543 | 0.328 | 0.584 | |
| 1 | S/mV | 0.258 | 0.185 | 0.641 |
| N/mV | 2.020 | 4.300 | 7.300 | |
| S/N | 0.128 | 0.043 | 0.088 | |
| 2 | S/mV | 0.147 | 0.864 | 1.540 |
| N/mV | 2.280 | 3.600 | 6.400 | |
| S/N | 0.064 | 0.241 | 0.242 | |
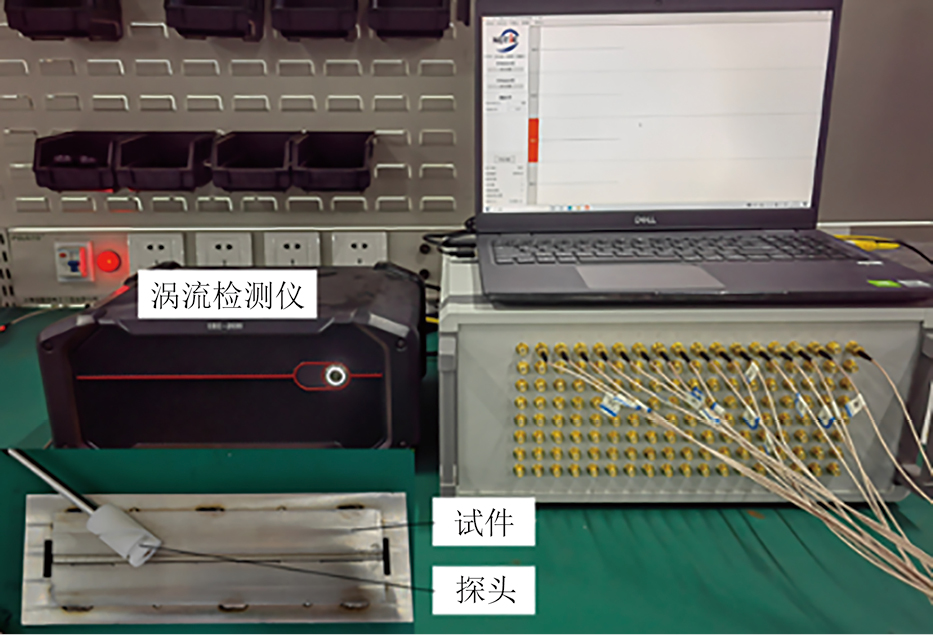
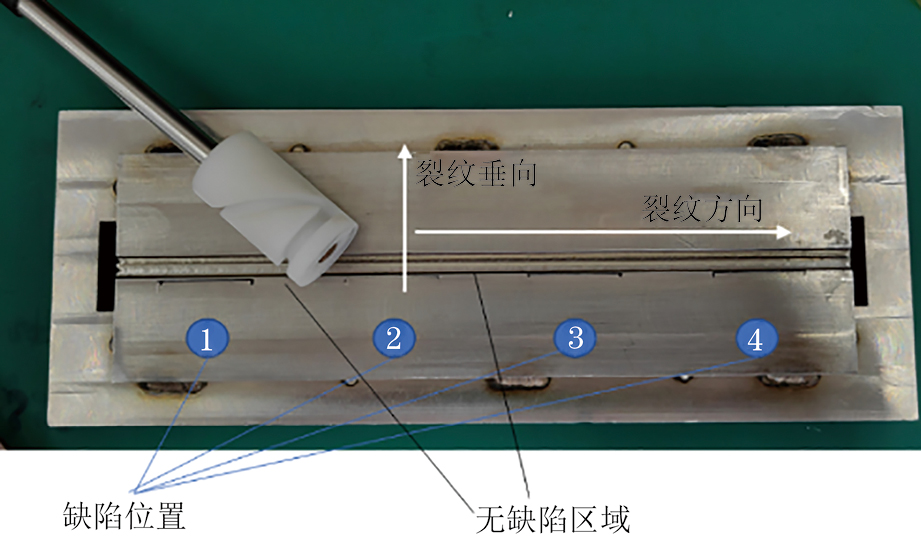
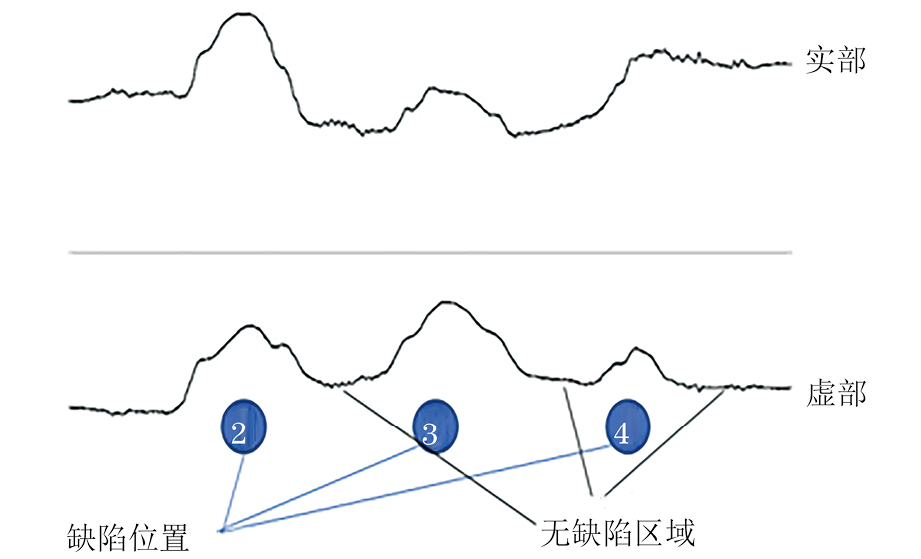
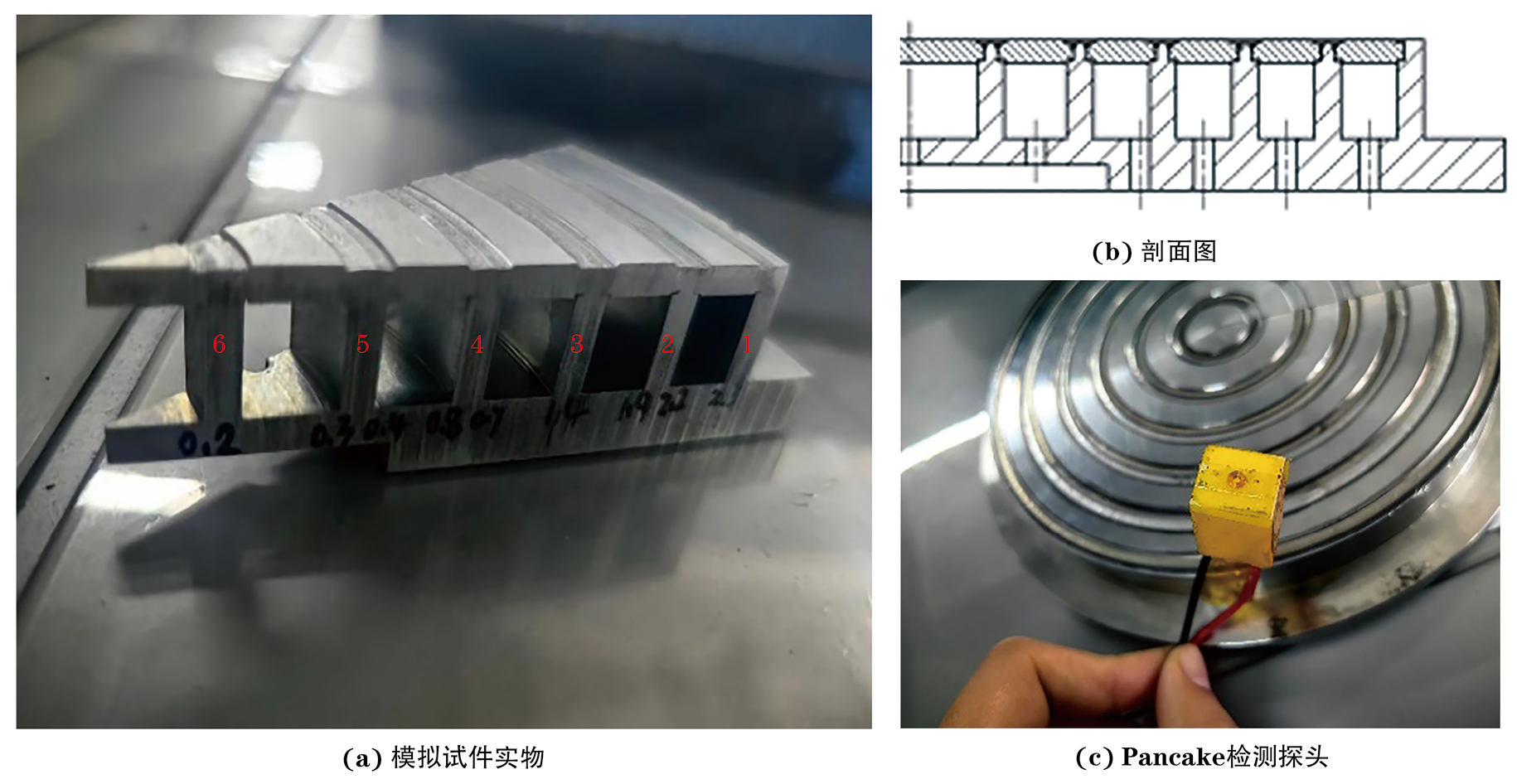
基于计算结果,设计制作了Pancake涡流检测探头,利用图8所示涡流检测仪器对平板焊缝模拟试件(见图9)开展了检测试验。试验中采用50 kHz的激励频率沿平行焊缝方向进行扫查,其检测结果如图10所示。不同熔深缺陷处有不同大小的明显信号变化,而无缺陷处信号基本不变。结果说明,基于涡流检测信号的幅值评价喷注器电子束焊缝熔深变化具有可行性。
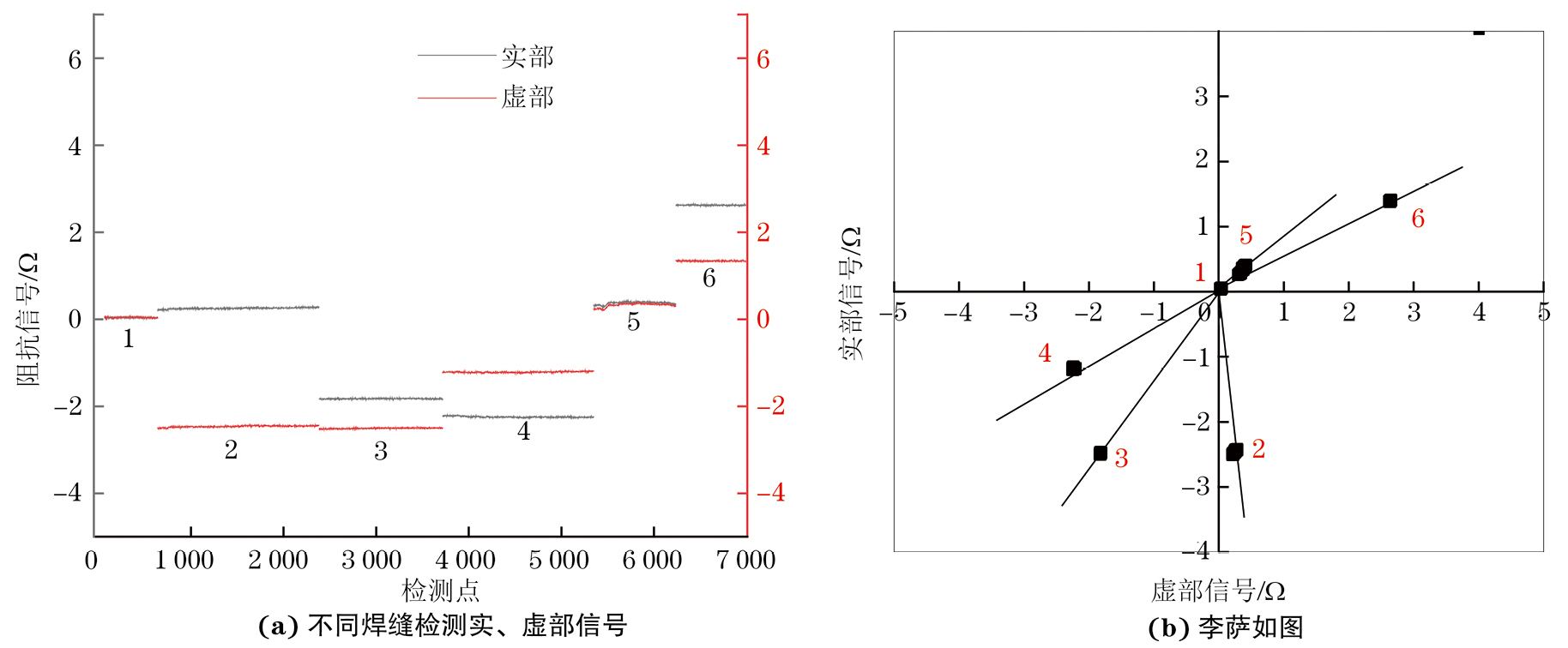
为验证涡流检测信号和实际熔深信号的相关性,利用Pancake探头对图11所示的具有不同熔深电子束焊缝的喷注器模拟试件开展了涡流检测试验。不同数字处的电子束焊缝具有不同熔深,破坏测量所得实际熔深如表5所示。所采用的Pancake检测探头参数与表2所示计算参数相同。对不同熔深焊缝由外向圆心处逐个焊缝进行了0提离检测,即按照提离移动、接触检测、提离移动到下一焊缝、接触检测的流程对所有焊缝开展重复检测。得到的不同焊缝的检测信号的实部和虚部信号如图12所示,图中数字对应相应焊缝处的检测信号。图12(b)为焊缝处检测信号的李萨如图,可见不同熔深焊缝对应检测信号的相位明显不同。随熔深变小,检测信号点在相空间顺时针旋转排布。这一结果说明,不同相位对应不同焊缝熔深,可以基于事先确定的相位熔深标定曲线,利用检测信号相位对熔深进行定量评价(基于标定曲线方法)。
| 项目 | 焊缝编号 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1-1 | 2-1 | 2-2 | 3-1 | 3-2 | 4-1 | 4-2 | 5-1 | 5-2 | 6-1 | 6-2 | |
| 焊缝熔深/mm | 2.3 | 2.2 | 1.9 | 1.4 | 1.4 | 0.7 | 0.8 | 0.4 | 0.3 | 0.2 | 0.2 |
| 相位/(°) | 360 | 275 | 275 | 234 | 234 | 207 | 207 | 40 | 40 | 27 | 27 |
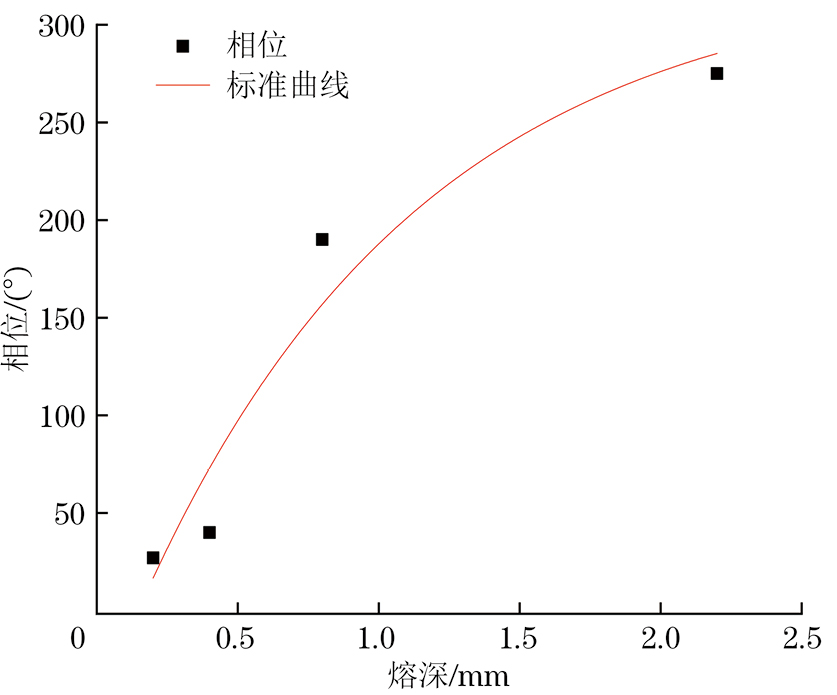
根据试验所得的不同熔深焊缝对应检测信号的相位特征,对6组相位信号进行数据分析,除去平衡数据1,将其中4组信号数据进行拟合(熔深0.2,0.4,0.8,2.2 mm),基于标定曲线方法对熔深进行定量评价,得到不同熔深焊缝对应的相位标定曲线如图13所示,可见标定曲线与试验所得相位特征基本吻合,根据实际熔深与标定曲线对应熔深值的对比,可知拟合曲线的拟合优度
文章针对液体火箭发动机喷注器电子束焊缝熔深的涡流检测定量评价方法开展了数值仿真和试验。数值仿真分析结果表明,Pancake和TR构型涡流检测探头信号的幅值和相位均与熔深有密切关系,可以基于检测信号实现熔深评价。同时,TR探头的线圈间距越小,焊缝对检测信号的影响越小。试验结果验证了涡流检测信号对熔深缺陷进行定量评价的可行性,可通过试验建立不同熔深与涡流检测信号幅值、相位的标定曲线,利用标定曲线法实现熔深评价。另外,数值模拟和试验均表明,Pancake探头构型对焊缝熔深检测具有更高的灵敏度。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号