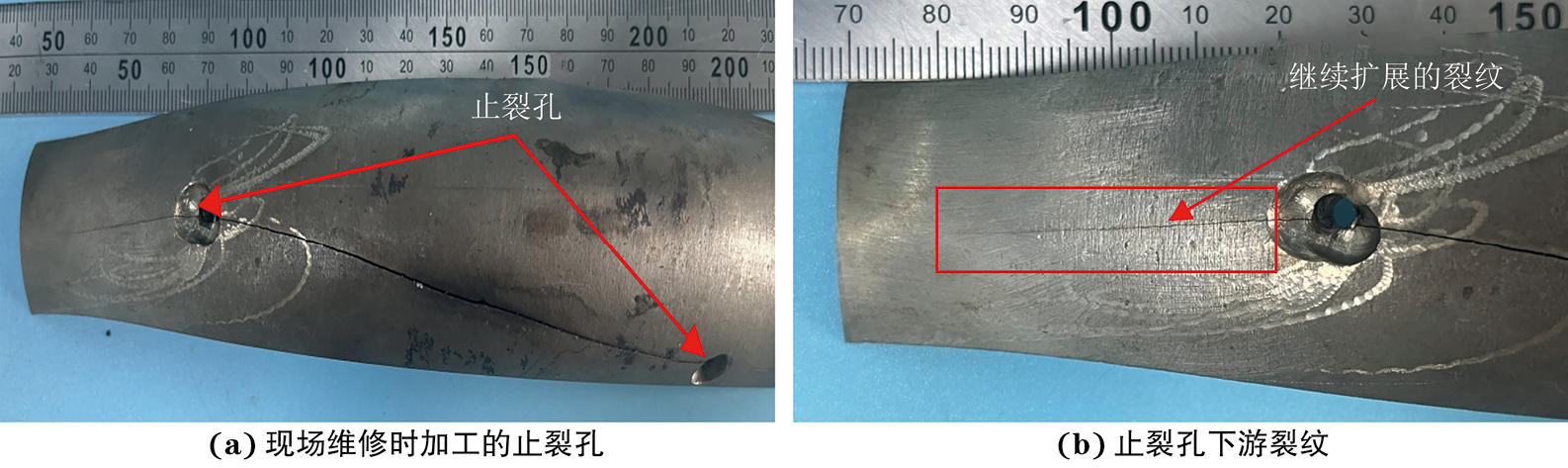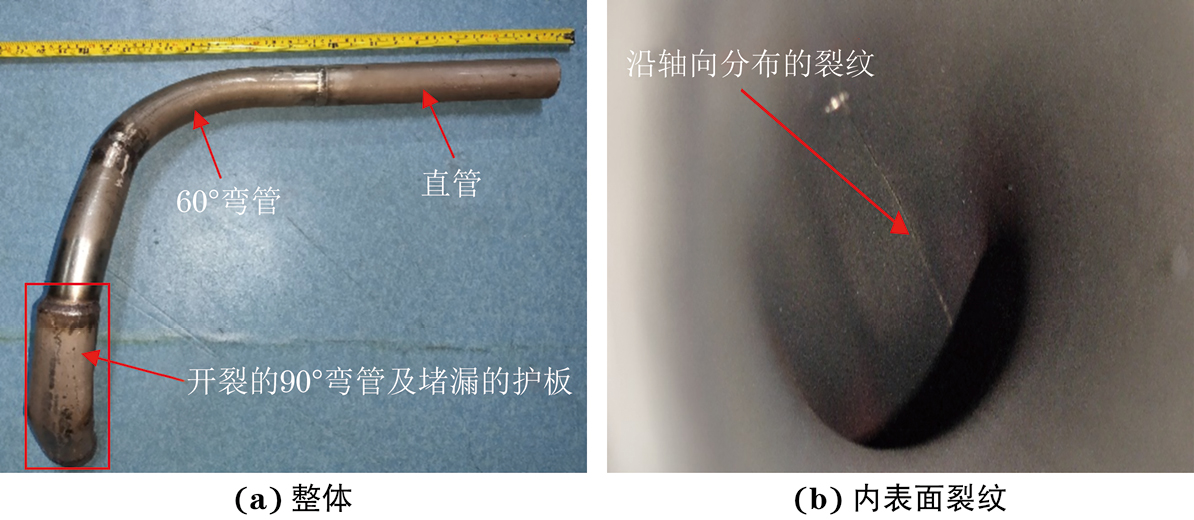
图 1 开裂弯管整体及其裂纹宏观形貌

奥氏体不锈钢具有优良的成型性和焊接性,容易被制成不同形状或尺寸的产品,且不会影响不锈钢的强度或耐用性。此外,奥氏体不锈钢中铬元素和镍元素的含量较高,具有良好的耐腐蚀性[1-2]。因此,奥氏体不锈钢是使用较为广泛的管件材料。
核电厂汽轮机旁路排放系统的主要功能是当反应堆功率与汽轮机载荷不一致时,该系统可把多余的蒸汽排向冷凝器、除氧器和大气,为反应堆提供外加载荷,从而避免核蒸汽供应系统中温度和压力超过保护阈值,确保电厂的安全[3]。疏水器用于蒸汽系统中,主要作用是自动识别并排放蒸汽管道中的冷凝水,同时阻止蒸汽泄漏[4]。由于疏水器在正常工作时会不断向下游输送冷凝水,故下游管道不可避免地会承受交变应力的作用。
某核电厂汽轮机旁路排放系统管道材料均为304不锈钢,系统中安装的某个疏水器出口管道在使用仅1 a后就发生开裂。笔者采用宏观观察、扫描电镜(SEM)分析、化学成分分析、金相检验、硬度测试等方法对弯管的泄漏原因进行分析,以避免类似事件再次发生。
发生泄漏的疏水器出口管道由一段直管、一段60°弯管和一段90°弯管组成。开裂处位于90°弯管的外弯面上,外表面焊接护板为发现弯管泄漏后临时加上的,由管道内表面可观察到沿轴向分布的裂纹(见图1)。
将90°弯管上堵漏护板切割下后,观察其外表面,弯管开裂处两端存在止裂孔,靠上游侧的裂纹未发生扩展,下游侧裂纹继续扩展了45 mm左右,未扩展到护板端部位置(见图2)。
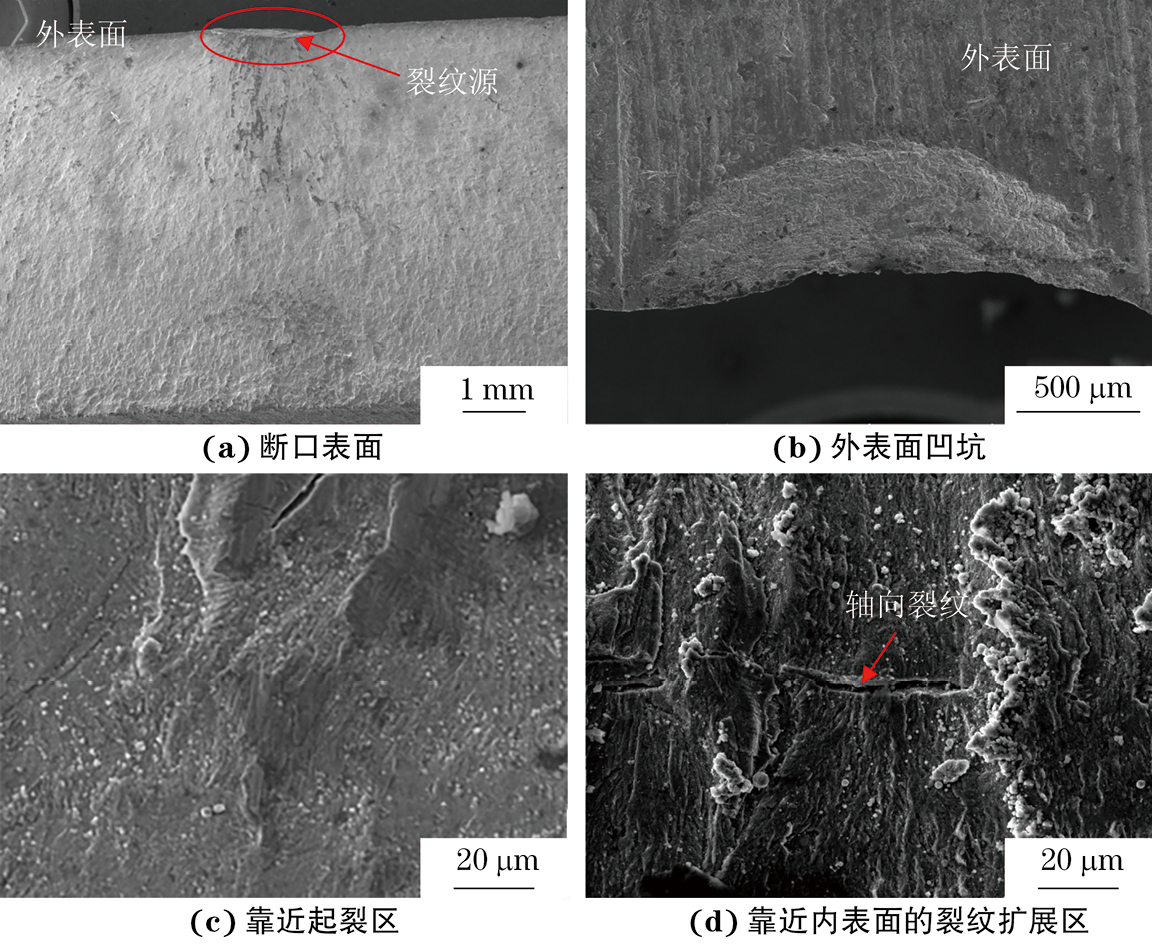
现场90°弯管已发生泄漏,用带冷却水的切割机切下弯管两个止裂孔之间的裂纹试样,利用扫描电镜观察打开裂纹后的断口形貌(见图3)。由图3可知:断口整体平齐,未见局部变形特征[见图3(a)];弯管起裂区的正面(外表面)可观察到直径约为2 mm的凹坑[见图3(b)];裂纹由该凹坑处起裂,断口的起裂区及中部和靠近内表面的扩展区均可观察到细小的疲劳条纹及氧化产物[见图3(c)];靠近内表面的断口上可观察到沿轴向分布的疑似裂纹缺陷[见图3(d)]。断口表面能谱分析结果未检出氯、硫等腐蚀性元素,说明弯管由表面凹坑缺陷处发生疲劳开裂,并向内表面疲劳扩展直至贯穿。不锈钢基体上存在潜在沿轴向分布的裂纹缺陷。
依据GB/T 11170—2008《不锈钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》,利用直读火花光谱仪检验90°弯管母材的化学成分,结果如表1所示。由表1可知:弯管的化学成分符合GB/T 14975—2012《结构用不锈钢无缝钢管》对304(S30408)不锈钢材料成分的要求。
| 项目 | 质量分数 | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Cr | |
| 实测值 | 0.053 | 0.30 | 0.72 | 0.034 | <0.001 | 8.07 | 18.44 |
| 标准值 | ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.030 | 8.00~11.00 | 18.00~20.00 |
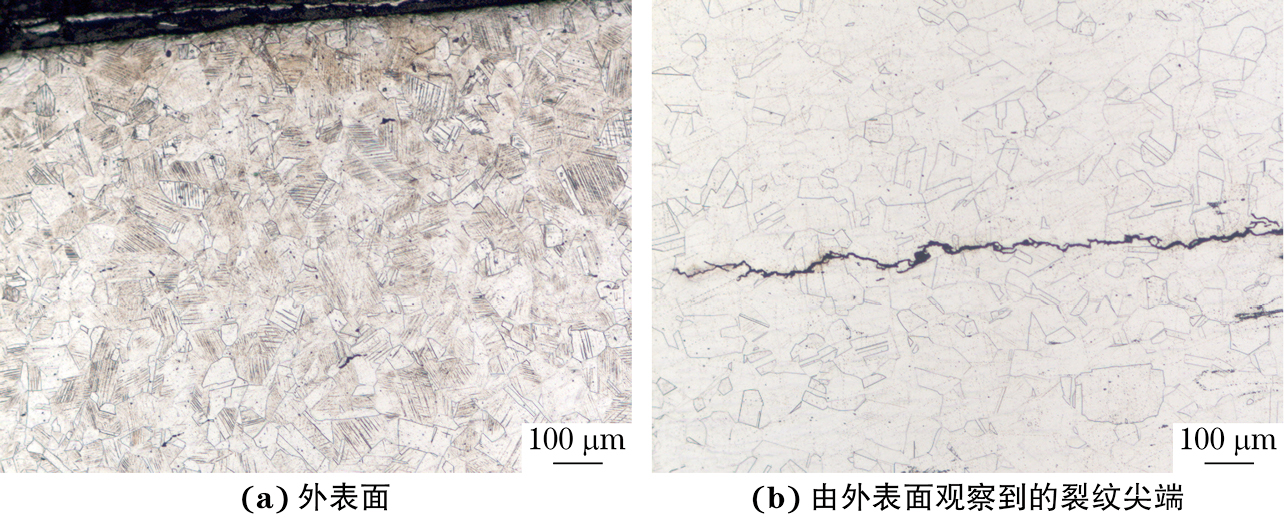
用线切割机在90°弯管最大角度外弯处取横截面金相试样和下游裂纹尖端金相试样,将试样置于光学显微镜下观察,结果如图4所示。由图4可知:弯管组织为奥氏体,外表面奥氏体晶内存在位错滑移带;外弯处的主裂纹呈穿晶形态。说明90°弯管发生冷加工变形硬化,其奥氏体晶内产生大量滑移带。
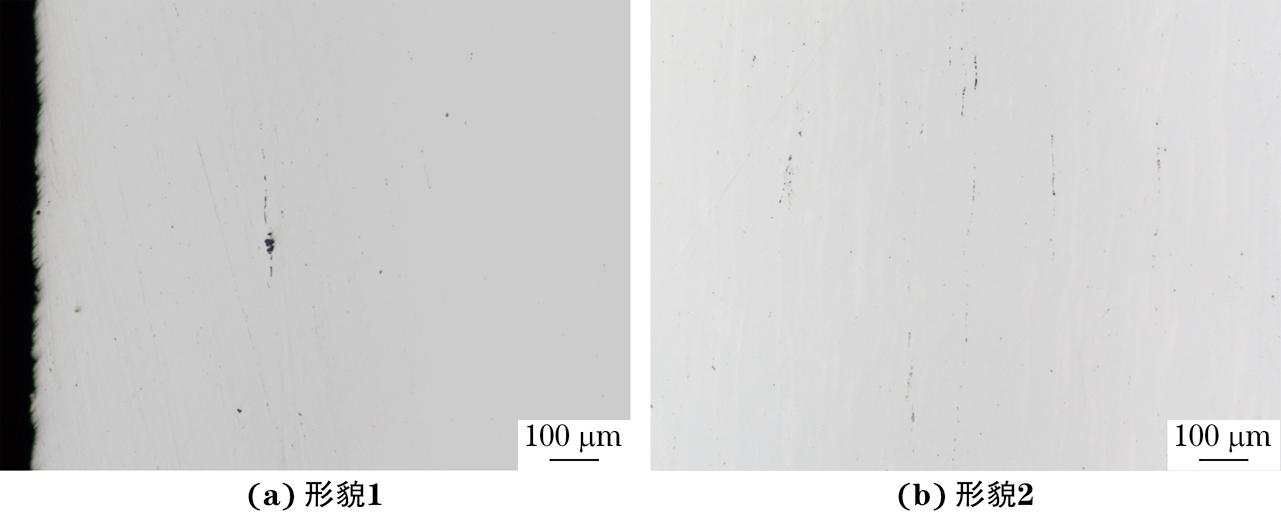
依据GB/T 10561—2023《钢中非金属夹杂物含量的测定 标准评级图显微检验法》,将试样切割、清洁、镶嵌、打磨、抛光后,采用方法A(最劣视场法)对90°弯管的非金属夹杂物进行评级,结果如图5所示。评级结果为B类(氧化铝类)粗系1级,细系2级,D类(球状氧化物类)细系1级,DS类(单颗粒球状类)1级。
依据GB/T 4340.1—2024《金属材料 维氏硬度试验 第1部分:试验方法》,利用维氏硬度计测量90°弯管外弯处的硬度,结果如表2所示。由表2可知:与GB/T 14975—2012中规定的304不锈钢硬度相比,90°弯管的硬度偏高,尤其外表面硬度为标准要求最大值的180%以上。90°弯管硬度偏高与其冷加工引起材料硬化有关,材料的硬化程度越高,脆性越大,抗裂纹扩展能力越差。
| 项目 | 硬度 | ||
|---|---|---|---|
| 外表面 | 中部 | 内表面 | |
| 实测值 | 353.9,360.9,372.9 | 256.1,241.0,248.8 | 274.4,275.5,262.2 |
| 标准值 | ≤200 | ||
由上述理化检验分析结果可知,90°弯管的化学成分满足标准要求,其内、外表面奥氏体晶粒组织中存在较多滑移带,硬度偏高,钢材基体夹杂物含量偏高,纯净度较差。
为了保证奥氏体不锈钢具有优异的耐腐蚀性能和力学性能,通常应在加工变形后对其进行固溶处理,使其组织为单相奥氏体[5-6]。开裂的90°弯管存在明显的加工硬化层,由于该弯管由直管现场弯制而成,故判断该弯管冷弯后未进行固溶处理,不锈钢在冷加工过程中会发生位错密度增加,出现碎晶、晶格畸变增加等现象,这些因素都会导致位错滑移阻力增大,从而使材料的强度和硬度升高,但材料的塑性、韧性降低。不锈钢在加工硬化状态的作用下,其加工硬化程度越高,裂纹扩展的驱动力越大[7-9],即韧性和塑性越差。另外,由于不锈钢钢材基体的纯净度较差,在冷弯过程中,其表面和内部都会出现裂纹缺陷。由于90°弯管外表面还存在一处凹坑缺陷,该缺陷处是应力集中部位,极易成为裂纹源[10-11],疏水器工作时弯管振动,应力集中部位的裂纹发生疲劳扩展,这些因素使裂纹在振动工况下沿夹杂物方向(轴向)扩展直至贯穿。
(1)90°弯管开裂主要是由于弯管在冷加工后未进行固溶处理,导致其表面硬化程度较高,塑性和韧性较差。
(2)弯管表面存在的凹坑缺陷成为裂纹源,弯管所在管道系统中的振动工况使裂纹发生疲劳扩展,另外弯管基体中夹杂物含量较高,在冷弯过程中,弯管表面及内部产生裂纹缺陷,这些因素使裂纹扩展直至开裂。
(3)建议后续对该类管件进行入厂前验收,确保管件为固溶处理态,且无表面缺陷。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号