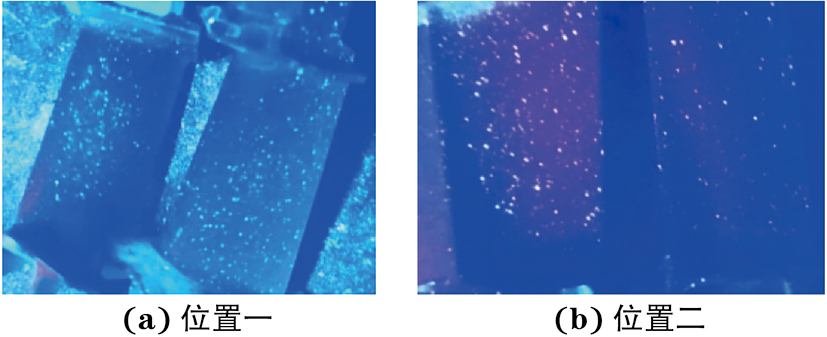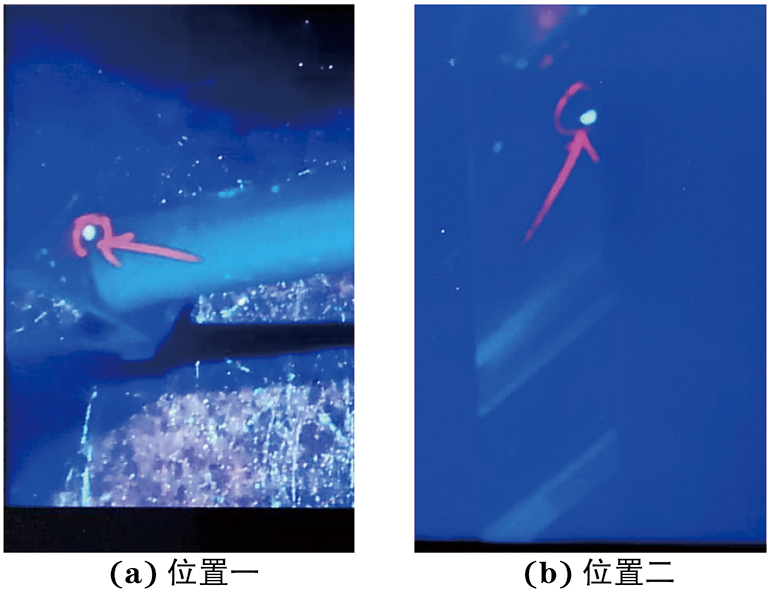
图 1 某型导向叶片机加阶段毛坯面缺陷荧光渗透检测结果

导向叶片是航空发动机中的重要热端部件之一,其主要功能是将热能转化为动能,叶片在高温燃气环境下工作,服役条件十分恶劣[1-2]。航空发动机导向叶片的缺陷检测对飞机的飞行安全意义重大[3]。
目前航空发动机导向叶片表面缺陷最常见的检测方法为荧光渗透检测。一般在毛坯铸造阶段、机械加工阶段及使用后均需进行荧光渗透检测,以保证叶片表面质量符合设计图纸要求[4]。如果零件缺陷未暴露至表面或缺陷开口被堵塞都可能造成渗透剂无法渗入,导致缺陷无法检出[5]。
某型导向叶片在机加阶段荧光渗透检测时,非加工面发现超标夹渣、疏松等缺陷,导致多批次大量报废,造成零件生产周期延后和生产成本的浪费。针对该问题,笔者梳理了叶片毛坯、机加阶段的工艺流程,找出了毛坯阶段荧光工序未检出缺陷的原因,改进了荧光渗透检测工艺,降低了叶片机加阶段毛坯缺陷报废率。
某型导向叶片机加阶段毛坯面缺陷荧光渗透检测结果如图1所示,为分析毛坯阶段荧光工序未检出缺陷的原因,笔者对荧光检测工艺、荧光检测工序、吹砂清理后表面状态进行分析,并据此提出改进措施。
毛坯与机加阶段荧光检测工艺采用的方法和灵敏度等级均完全相同,相同状态下检测结果不应存在差异,具体主要工艺参数如下。
(1)渗透
渗透剂牌号/类型为ARDROX970P25E (方法A-3级);渗透剂停留时间为20 min;渗透剂施加方式为浸渍。
(2)零件清洗
使用去离子水清洗,水压不大于0.2 MPa。
(3)干燥
先用压力小于0.17 MPa的过滤压缩空气吹拂聚集水分,再用烘箱干燥,干燥温度为60 ℃,干燥时间为10 min。
(4)显像
显像方式为干粉显像;显像剂牌号为ARDROX9D4A;显像时间为20 min。
(5)检验
在黑光灯下进行评定。
梳理叶片机加工艺,加工过程中只进行了1次荧光渗透检测,叶片从毛坯领用后主要进行了磨工、钳工、车工等工序,在荧光渗透检测前进行了酸洗和超声波水剂除油清洗。
梳理毛坯加工工艺,叶片在毛坯阶段共进行2次荧光渗透检测,分别安排在热处理和表面腐蚀后(首次)和尺寸检测后(二次)。
酸洗和超声波水剂清洗是荧光渗透检测前常用的两种表面清理方式,在机加阶段荧光渗透检测工序前使用这两种方式对表面进行清理可满足荧光渗透检测时的表面要求,即机加阶段荧光渗透检测的有效性得到了充分的保证。
相关规范要求零件热处理工艺后必须进行荧光渗透检测,主要是因为热处理过程有助于零件表面缺陷的暴露,毛坯阶段首次荧光渗透检测设在热处理和表面腐蚀之后,即在零件表面缺陷充分暴露后进行检测,保证了检测有效性。二次荧光渗透检测之前叶片表面主要进行了表面检测和尺寸检测,这两道工序均需对表面进行返修且返修面积较大,一般采用刚玉砂磨头进行,返修合格后采用100目细砂进行吹砂清理。
依此推断,加工叶片荧光渗透检测的表面状态为酸洗态,毛坯叶片2次荧光渗透检测的表面状态为吹砂态,叶片机加阶段毛坯面出现的缺陷可能是在毛坯阶段表面检测和尺寸检测抛修后暴露但未被检出的缺陷。
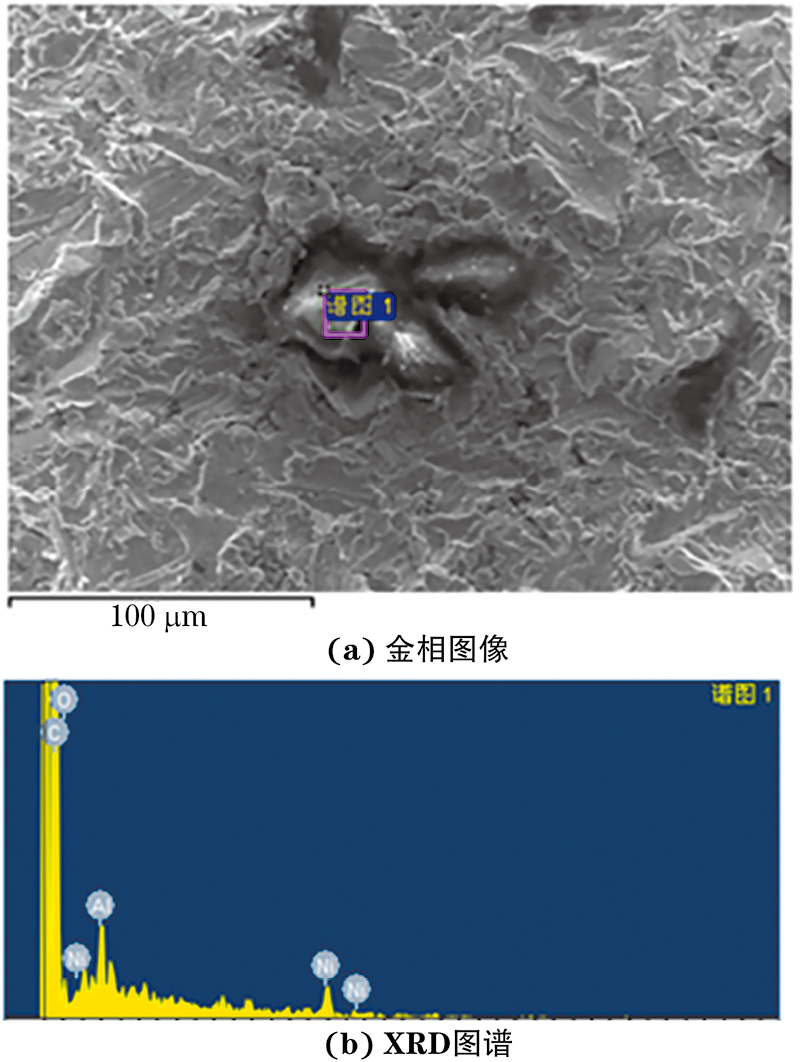
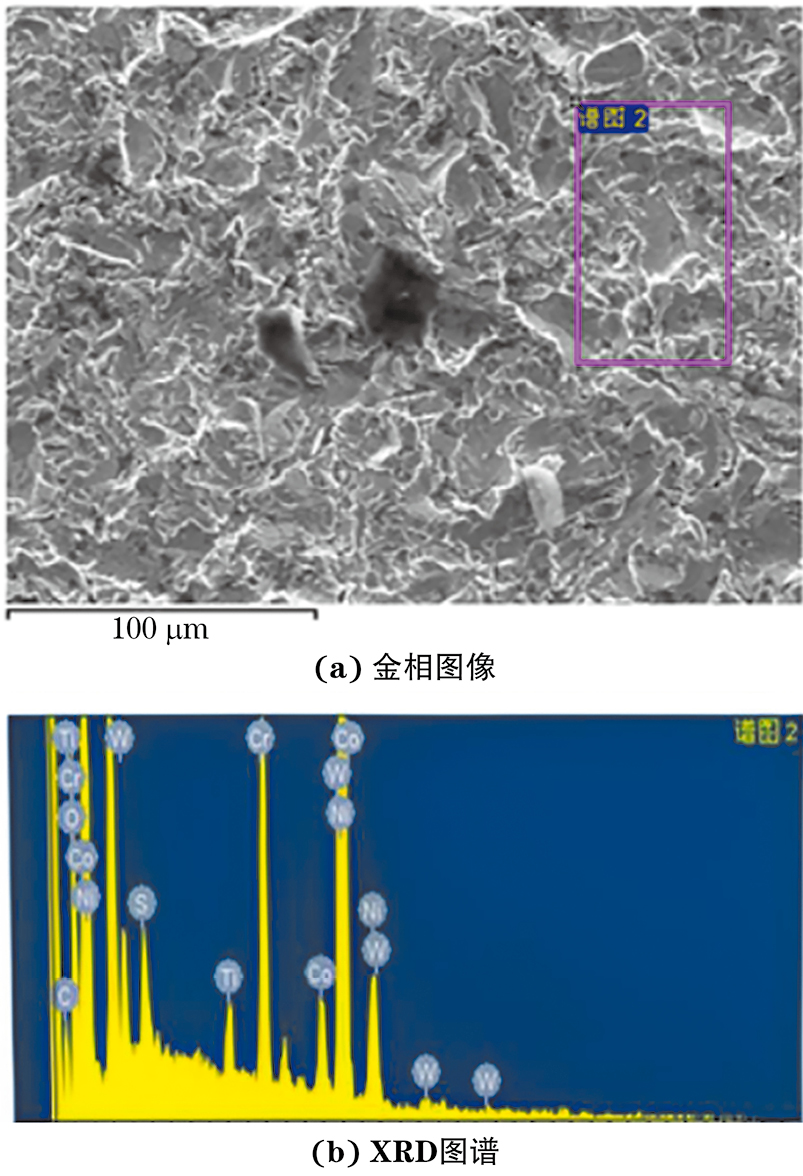
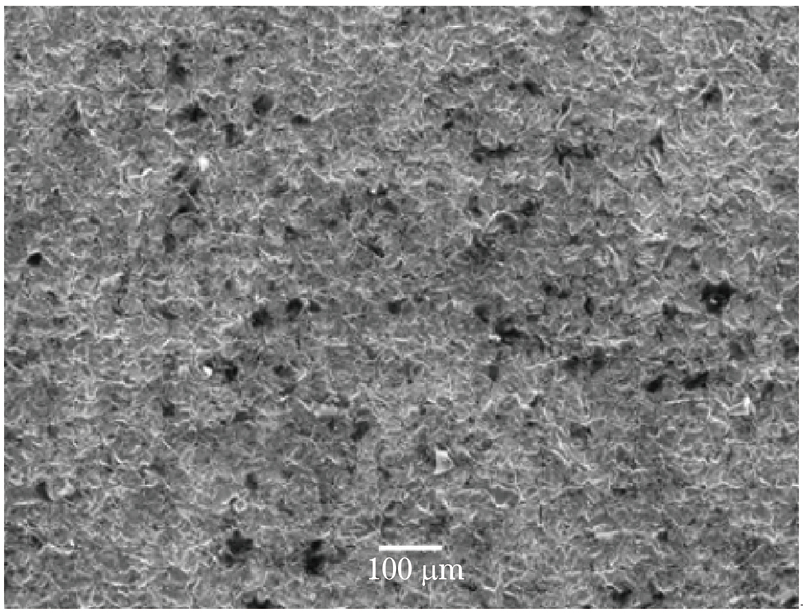
选取现场使用正常吹砂工艺处理的零件在扫描电子显微镜下进行观察,在放大100倍的情况下,发现叶片表面有少量显示黑点(见图2),经XRD(X射线衍射)检测后发现黑点处成分主要为Al2O3,即有部分砂粒覆盖于基体表面(见图3,4)。
增大吹砂压力至0.6 MPa,用扫描电镜观察吹砂后的叶片表面,结果显示在放大100倍的情况下,零件表面覆盖的砂粒明显增多(见图5)。
由此可得出结论,在吹砂过程中,砂粒打散后的细粉会覆盖零件表面,覆盖砂粒的数量随吹砂压力的增大而增多,即吹砂压力越大,吹砂过程越易对缺陷开口造成堵塞。
国外相关规范中规定“如果在喷砂、锉削、抛光、机械研磨、钻孔、绞孔、车工、研磨、吹砂、液体打磨、振动光饰或其他容易弄脏金属而妨碍金属渗透的处理之后进行渗透检验,在检验前,零件应进行腐蚀,从每个检验表面去除0.000 5英寸(0.012 mm)的量”,即荧光渗透检测前的腐蚀目的仅是为了打开表面缺陷的开口[6],保证荧光液的渗入量,其对零件表面的去除量远小于显晶腐蚀的去除量。
腐蚀过程中发现,对叶片采用晶粒检测腐蚀(时间一般为1~10 min,具体时间以显晶情况为准)进行处理时,会在叶片表面产生腐蚀坑及挂灰,检测时零件表面产生聚集的荧光显示会形成检测背景,对缺陷的识别造成干扰,腐蚀产生的荧光背景显示如图6所示。
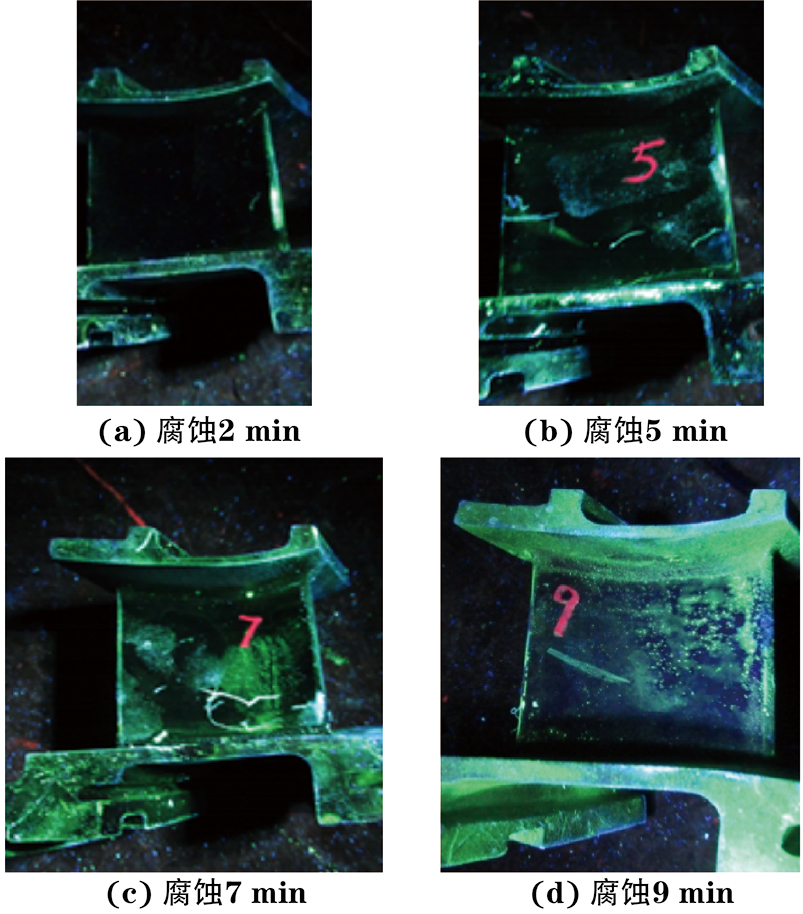
针对腐蚀时间对荧光渗透检测背景影响进行试验,挑选4件荧光渗透检测背景合格的叶片进行腐蚀,腐蚀时间分别为2,5,7,9 min,腐蚀后进行荧光渗透检测,其检测结果如图7所示。
从对比情况可以看出,随着腐蚀时间的增加,荧光背景深度逐渐变深。腐蚀过程中,待检表面易形成腐蚀坑,影响检测背景。由于每批叶片的腐蚀时间不定,所以显晶腐蚀过程虽可完全打开缺陷开口,但提供的检测背景不稳定。
根据上述试验情况,将吹砂态叶片荧光检测前的预设腐蚀时间设置为2 min。
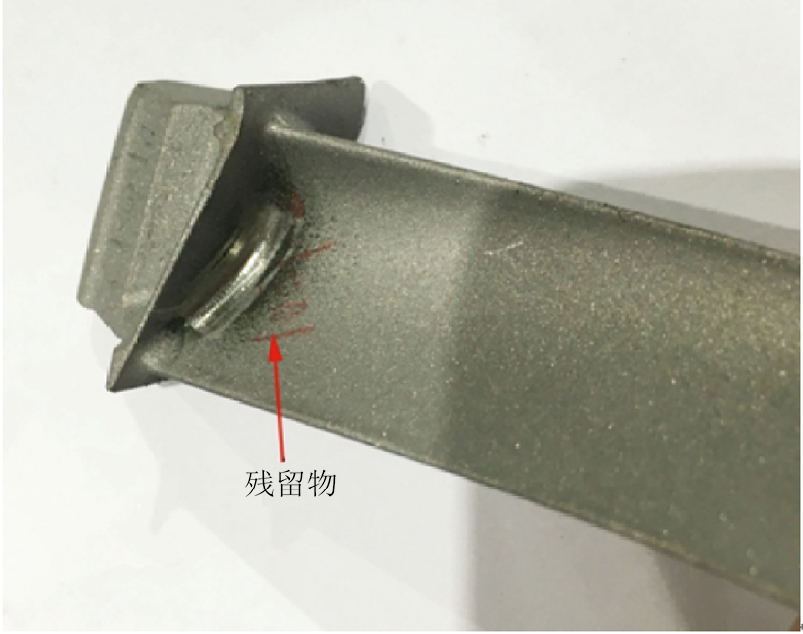
叶片在荧光渗透检测时存在的主要缺陷有基体裂纹、疏松、夹渣等,一般采用局部抛修的方式去除缺陷,磨头的主要材料为刚玉砂,抛修磨头实物如图8所示。抛修过程中磨头在缺陷部位高速旋转,去除缺陷部位基体,抛修后的叶片表面状态如图9所示,缺陷局部部位会出现高温情况,易在表面产生塑性变形,而表面变形及金属粉末易堵塞缺陷开口。为防止堵塞现象的发生,抛修后的零件均会在吹砂清理后再进行最终检查。
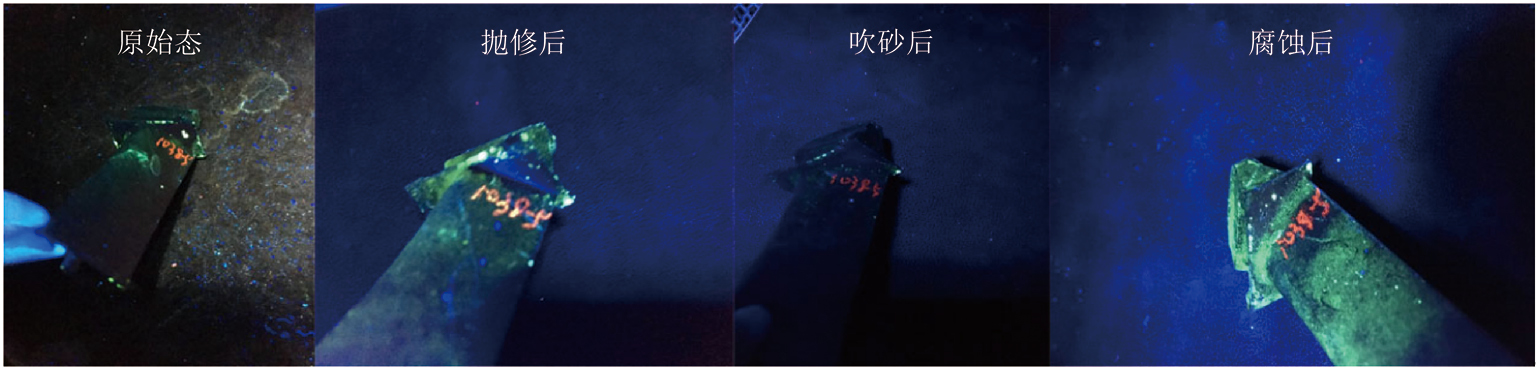
为验证表面状态对缺陷检测的影响,选取存在裂纹、夹渣、疏松等缺陷的叶片,在缺陷抛修、经吹砂清理和腐蚀后分别进行荧光渗透检测,抛修、吹砂试验前后的荧光渗透检测结果如表1所示,缺陷1703-3,1038-5不同状态下的荧光渗透检测结果对比如图10,11所示。
| 缺陷类型 | 零件编号 | 原始缺陷 | 抛修后(抛修至缺陷显示消失) | 吹砂后(呗砂压力0.4 MPa) | 腐蚀后(腐蚀时间2 min) |
|---|---|---|---|---|---|
| 裂纹 | 1702-5 | 叶盆面排气边裂纹长约15 mm,其中6 mm为断续显示 | 裂纹长度15 mm,断续显示部分有2 mm无显示 | 裂纹长度15 mm,6 mm断续显示全部复现 | 除15 mm裂纹外,靠近排气边位置有一条长约20 mm的断续裂纹显示 |
| 1703-3 | 叶背面排气边两条裂纹分别长约7,8 mm(见图10) | 裂纹仅剩8 mm一条裂纹 | 两条裂纹复现,其中7 mm裂纹呈断续显示 | 两条裂纹均存在,分别长约7,8 mm,其中7 mm裂纹呈连续显示 | |
| 夹渣 | 1063-1 | 进气边夹渣长约1.5 mm | 进气边夹渣长约0.8 mm | 进气边夹渣长约1 mm | 进气边夹渣长约1 mm |
| 1059-5 | 叶盆面与小缘板转接R处夹渣2 mm | 叶盆面与小缘板转接R处夹渣1 mm | 叶盆面与小缘板转接R处夹渣1 mm | 叶盆面与小缘板转接R处夹渣1 mm | |
| 疏松 | 1038-5 | 榫头缘板下表面疏松1.5 mm(见图11) | 无疏松显示 | 无疏松显示 | 榫头缘板下表面疏松1.0 mm |
| 1043-5 | 榫头缘板下表面疏松2 mm | 榫头缘板下表面疏松1.2 mm | 榫头缘板下表面疏松2 mm | 榫头缘板下表面疏松2 mm |
从以上数据可得出,吹砂清理对于夹渣类缺陷开口较大的缺陷可进行有效的清理,但对于断续裂纹、疏松类表面开口小的缺陷,清理效果不稳定,有可能在吹砂过程中造成缺陷堵塞,表面腐蚀可为已堵塞的缺陷打开开口。
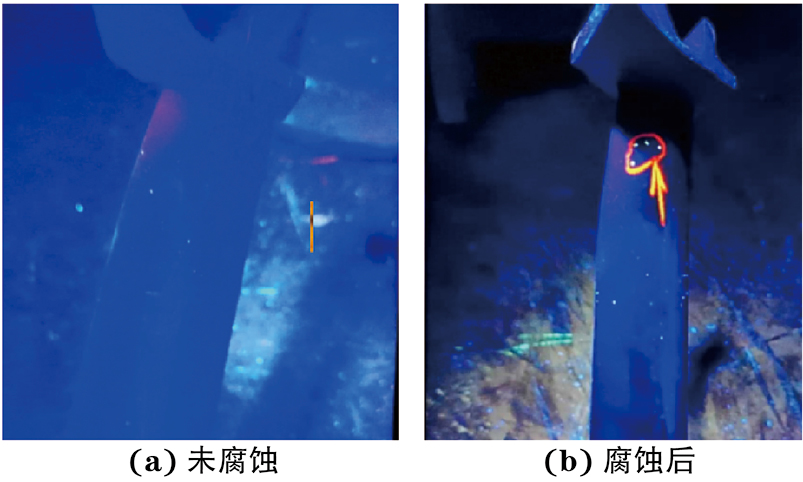
在得到以上结论后,随机抽取2批次该型号导向叶片先进行荧光渗透检测并记录结果,进行2 min腐蚀后再次进行荧光检测,并跟踪加工阶段的荧光检测,检测结果对比如表2所示,可以看出毛坯叶片预腐蚀后与未腐蚀状态下比较,荧光渗透检测发现的不合格叶片明显增加,缺陷主要为夹渣、疏松等毛坯铸造缺陷,预腐蚀前后荧光渗透检测结果对比如图12所示。
| 批次 | 总数 | 毛坯终检荧光(未腐蚀) | 毛坯终检荧光(预腐蚀) | 机加报废 | |||||
|---|---|---|---|---|---|---|---|---|---|
| 合格数 | 报废率/% | 报废原因 | 合格数 | 报废率/% | 报废原因 | 报废数 | 报废原因 | ||
| 1# | 43 | 23 | 47 | 夹渣 | 17 | 61 | 夹渣、疏松 | 2 | 夹渣(机加面) |
| 2# | 52 | 40 | 24 | 夹渣 | 28 | 47 | 夹渣 | 1 | 夹渣(机加面) |
后期机加阶段荧光渗透检测两批次叶片分别报废2件和1件且缺陷均在机加表面,证明非加工面的检测结果与腐蚀状态下毛坯终检荧光显示相同。
由此可见,毛坯阶段吹砂对经过抛修的叶片表面清理效果有限,预腐蚀可起到打开缺陷开口的作用,因此,在叶片抛修之后、进行荧光渗透检测前应安排预腐蚀工序。
某型号导向叶片机加阶段非加工面出现超标缺陷致叶片大量报废,通过对其荧光渗透检测工艺过程进行分析,发现了机加阶段暴露毛坯缺陷的主要原因为毛坯阶段荧光检测前表面清理不彻底,增加预腐蚀工序后,毛坯阶段叶片缺陷检出率显著提高,机加阶段报废率降低。同时,试验还表明吹砂清理对部分缺陷的效果不稳定,而腐蚀可打开堵塞的缺陷开口。该试验结果为航空发动机导向叶片的检测和生产提供了重要参考,有助于提高叶片质量和生产效率。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号