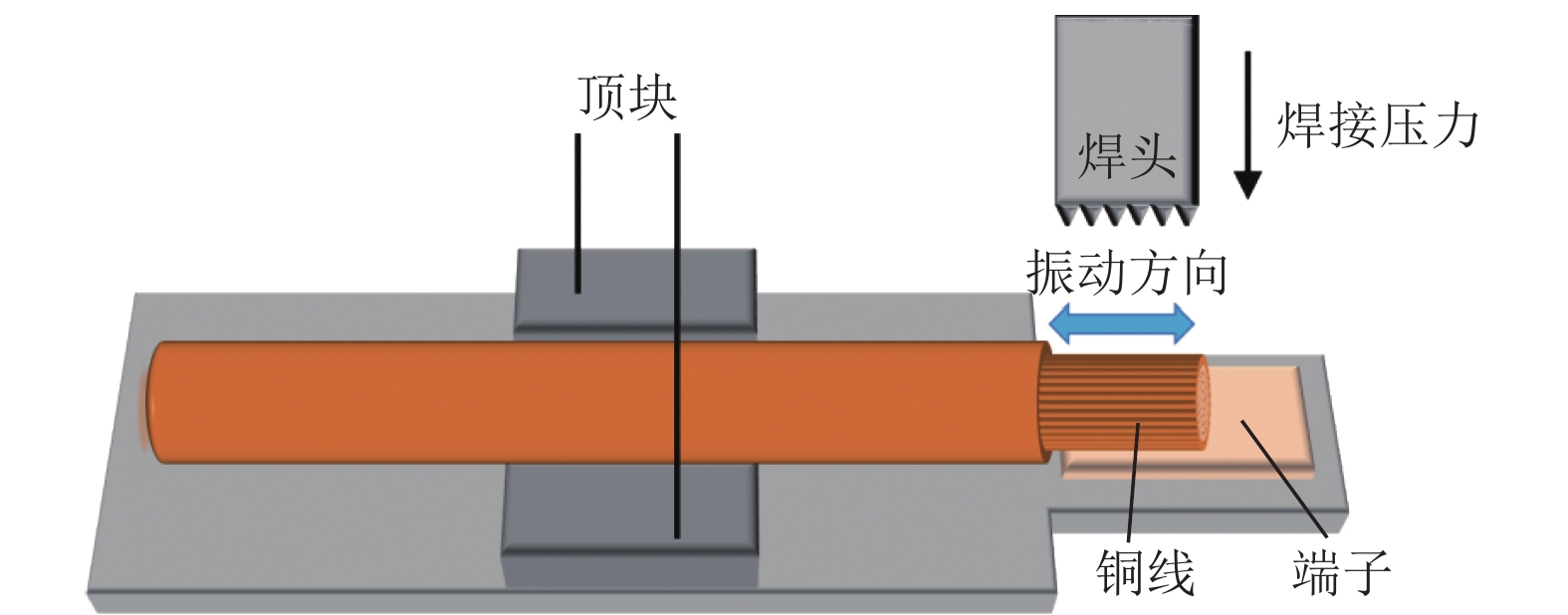
图 1 焊接示意
Figure 1. Welding diagram

新能源汽车电路系统通过线束连接各类电子元件以传输信号,导线连接技术在保障系统可靠性与性能优化中起着关键作用[1]。传统导线连接技术包括压接、钎焊和激光焊接等,但压接的力度不易控制,而钎焊和激光焊接接头中不可避免地产生气孔和夹渣等冶金缺陷。相比之下,超声波焊接作为一种固相连接技术,具有接头性能好、焊接效率高等优势,且焊接过程无火花、烟尘等污染[2],已广泛应用于汽车线束的连接。
端子是将导线与其他电气元件相连的关键部件,高质量的线束/端子连接能够确保电流的高效传输,减少连接处的接触电阻,有效降低能量损耗,实现车载系统的协调运作[3]。新能源汽车中的线束和端子一般采用铜材料,目前有关铜线/铜端子的超声波焊接研究相对较少,已有少量研究主要集中在焊接工艺参数(焊接能量、焊接压力、焊接振幅)对接头成形质量和力学性能影响方面[4-5]。研究[6]发现,在超声波焊接铜板时,轻微打磨铜板表面可以增加铜板之间的接触面积,对焊接质量有积极影响,但过高的表面粗糙度会阻碍待焊接表面的相对运动,造成凸体机械互锁或微焊接,影响焊接质量。此外,在较短的焊接时间内,表面光滑的铜板间具有更大的接触面积分数与更高的结合强度[7]。目前,未见有关端子表面粗糙度对超声波焊接铜线/铜端子接头力学性能影响的研究报道。作者以EVR25 mm2铜线/T2紫铜端子超声波焊接接头为研究对象,利用砂纸打磨端子表面以获得不同的表面粗糙度,研究了端子表面粗糙度对接头拉伸性能的影响,以期为提升新能源汽车线束/端子连接的可靠性及优化超声波焊接工艺提供试验参考。
试验材料为EVR25 mm2铜线和T2紫铜端子。在EVR25 mm2铜线上截取长度为200 mm的铜线,按照SAE/USCAR-45 Performance Specification for Welded Wire-to-Wire Splices剥去一端绝缘材料,露出直径为5.64 mm、长度为18 mm的铜线;T2紫铜端子的尺寸为30 mm×20 mm×3 mm。分别使用60#、120#、320#、800#和2000#碳化硅砂纸沿长端方向对端子表面进行反复打磨,直至表面全部露出金属光泽,使用SF-210型分体式表面粗糙度测量仪测得打磨后端子表面粗糙度分别为1.80,1.15,0.62,0.36,0.14 μm。
采用HMS-D00型超声波端子焊接机对铜线和端子进行焊接,采用单一变量法,固定条件为焊接压力0.3 MPa、焊接振幅80%、焊接能量4 000 J。按照图1所示放置铜线和端子,两块顶块对线束施加夹紧力,使裸露的铜线固定在端子上。超声设备产生的大量振动能量沿切向传入焊件表面,促使焊头、铜线和端子之间发生相对摩擦,以清除金属表面的氧化物和污染物;在焊接压力的作用下,铜线和端子紧密贴合,界面发生塑性流动、冶金反应以及动态再结晶等一系列过程[8],最终实现固态连接。
沿接头横向线切割出截面试样,用砂纸打磨、抛光后,置于乙醇溶液中超声清洗15 min,采用KlyM-45BS型光学显微镜(OM)与Phenom XL型扫描电镜(SEM)观察接头截面组织和形貌,采用Python软件对接头的孔隙率进行统计。按照SAE/USCAR-45,采用HZ-1010A型万能拉力试验机对接头进行室温拉伸试验,拉伸速度为100 mm·min−1,进行5次平行试验,取试验结果的平均值;采用SEM观察接头断口形貌。
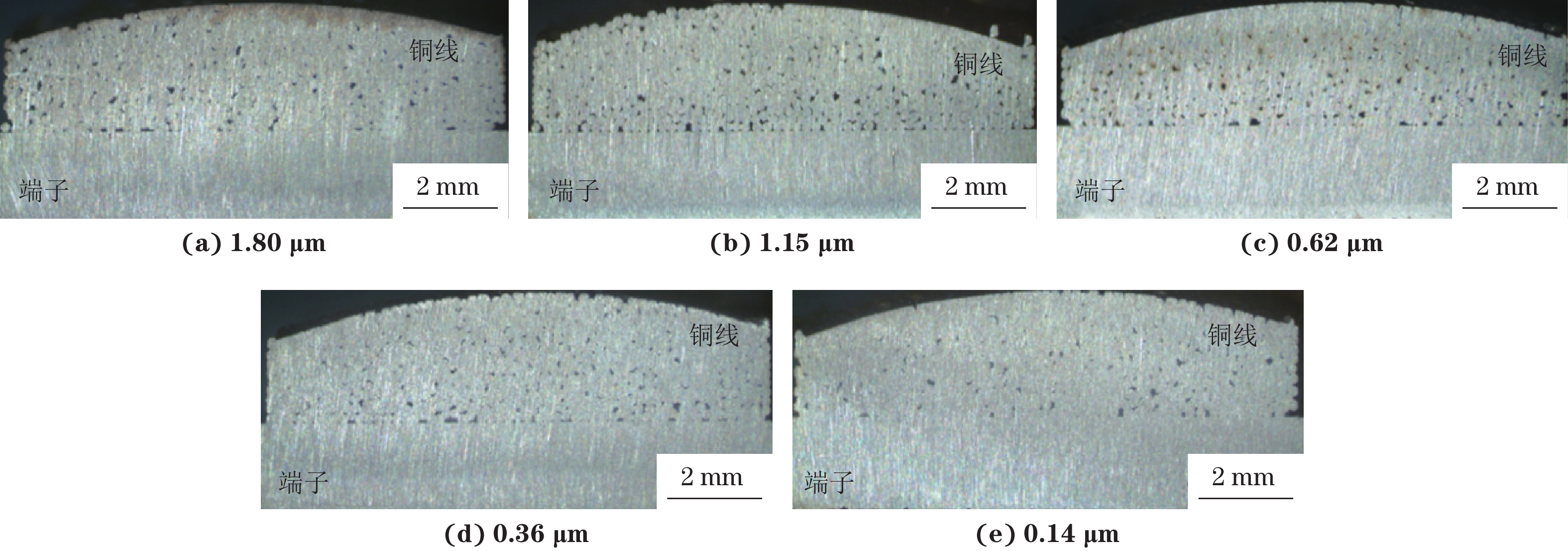
由图2可以看出,接头铜线中的铜丝之间以及铜线/端子界面处的孔隙均较少,说明这些区域结合紧密。焊接时铜线靠近焊头,在超声振动和压力的作用下,大量的动能被转化为铜丝之间的键合能,顶部铜丝最先从黏-滑状态变为黏滞状态[4],形成了稳定的原子间键合;同时振动向下传播,在靠近端子处振幅急剧衰减。因此,接头铜线内部形成了“上紧密、下宽松”的结合形式。砂纸打磨使得端子表面形成了很多微凸起和凹陷,与铜线接触提供了更多的接触点和接触面积[6],有利于形成更强的机械锚定效果,因此铜线/端子界面处结合紧密。当端子表面粗糙度为1.80,1.15,0.62,0.36,0.14 μm时,接头的孔隙率分别为11.76%,10.75%,9.70%,9.25%,8.15%,可见随着端子表面粗糙度的降低,铜丝之间以及铜线/端子界面处的孔隙减少,成形质量提高。
由图3可以看出:当端子表面粗糙度为1.80 μm时,接头铜线/端子界面处存在连续且较长的焊接孔隙,这种缺陷会使接头在受到拉力时快速失效,对接头的稳定性造成不利影响,同时界面附近的铜丝之间的结合形式主要为线连接;当端子表面粗糙度为1.15,0.62 μm时,铜线/端子界面处孔隙较多且相对密集,界面附近铜丝之间的结合形式为点连接与线连接;当端子表面粗糙度为0.36,0.14 μm时,铜线/端子界面处的孔隙明显减少,界面附近铜丝之间的结合形式为线连接与面连接。砂纸打磨使端子表面形成大量均匀分布的微凸起,在焊接时焊头的超声振动作用下铜线与端子表面微凸起发生滑动摩擦,界面区域温度升高并产生超声软化效应;同时铜线与端子界面产生剧烈的塑性变形,铜线表面氧化层破碎,此时界面处于相对黏-滑状态;随着焊接的进行,端子表面的微凸起在剪切应变作用下逐渐被去除,界面塑性变形产生的大量位错导致铜金属发生再结晶而形成细小的等轴晶[9-10],这些等轴晶在焊接能量作用下逐渐长大,使得铜线与端子间形成稳定的冶金结合,焊接界面进入黏滞状态。塑性变形和元素扩散是提高接头成形质量的关键[11]。当端子表面粗糙度较高时,表面微凸起尺寸更大,更有利于铜线表面氧化层的破裂,界面产生的塑性变形更加剧烈,但尺寸较大的微凸起在黏-滑状态下需要更久的焊接时间才能去除[7,12],这会影响界面元素的扩散,导致铜线与端子处于黏-滑状态的时间更久。当端子表面粗糙度较低时,较小的微凸起使得原子扩散更加充分[11],界面更快速地进入黏滞状态,这有利于动态再结晶行为的发生,因此接头成形质量更好。同时,铜线与端子更早地进入黏滞状态有利于促进界面附近铜丝之间摩擦,使铜丝间的结合更加充分。因此,随着端子表面粗糙度的降低,超声焊接铜线/紫铜端子接头的成形质量提高。
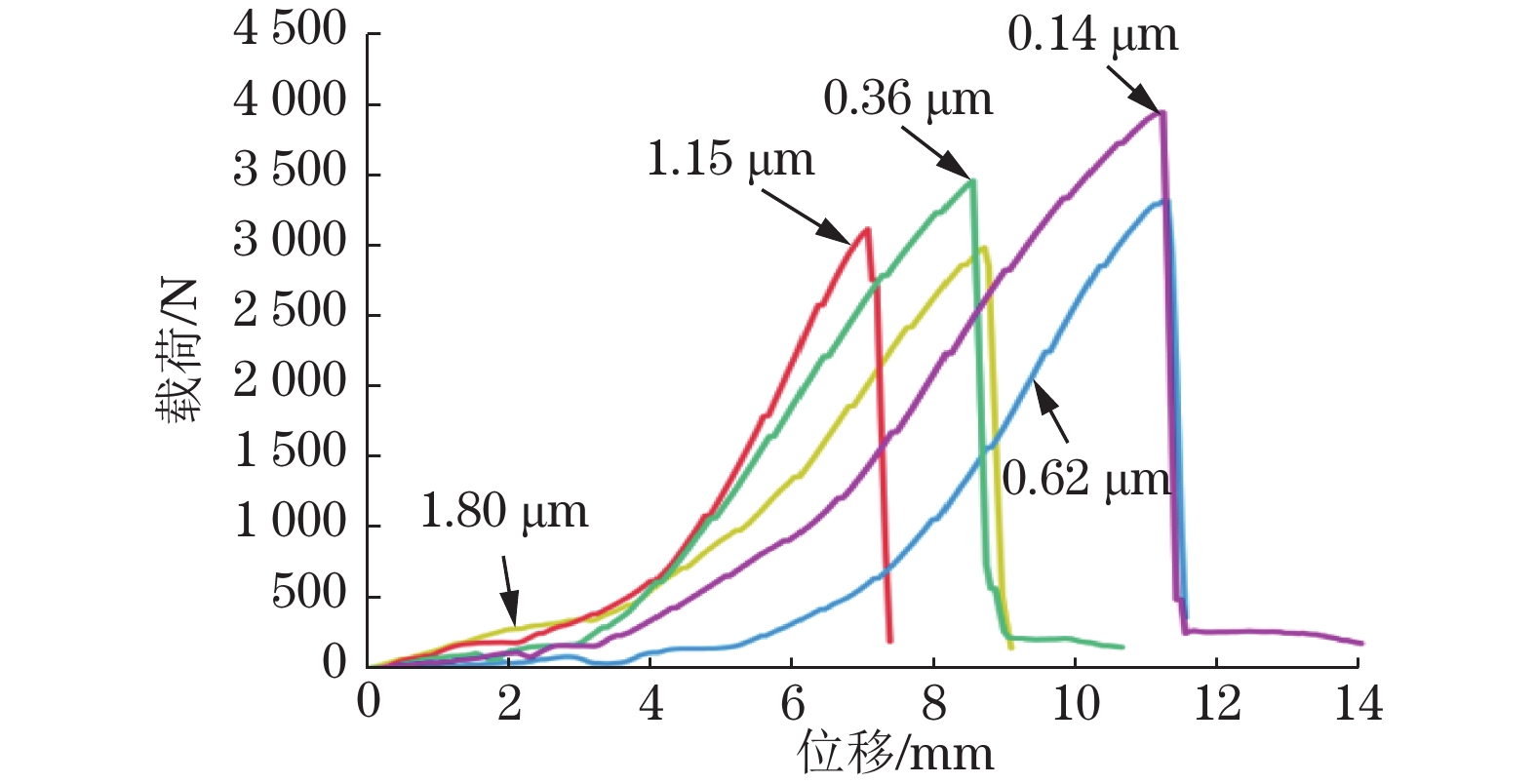
由图4可以看出:在拉伸试验过程中,随着位移增加,载荷增大,此时接头处于弹性变形阶段;当载荷增至峰值后发生断崖式下降,说明此时接头开始失效。当端子表面粗糙度为0.36,0.14 μm时,载荷断崖式下降至一定值后下降趋势减缓甚至出现小幅提高的现象,这可能是因为接头断裂前发生一定的塑性变形。当端子表面粗糙度为1.80,1.15,0.62,0.36,0.14 μm时,接头在拉伸过程中的平均峰值载荷分别为2 888.68,3 157.69,3 290.32,3 408.73,3 756.41 N,可知随着端子表面粗糙度的降低,平均峰值载荷升高。端子表面粗糙度0.14 μm下接头的拉伸性能最好。
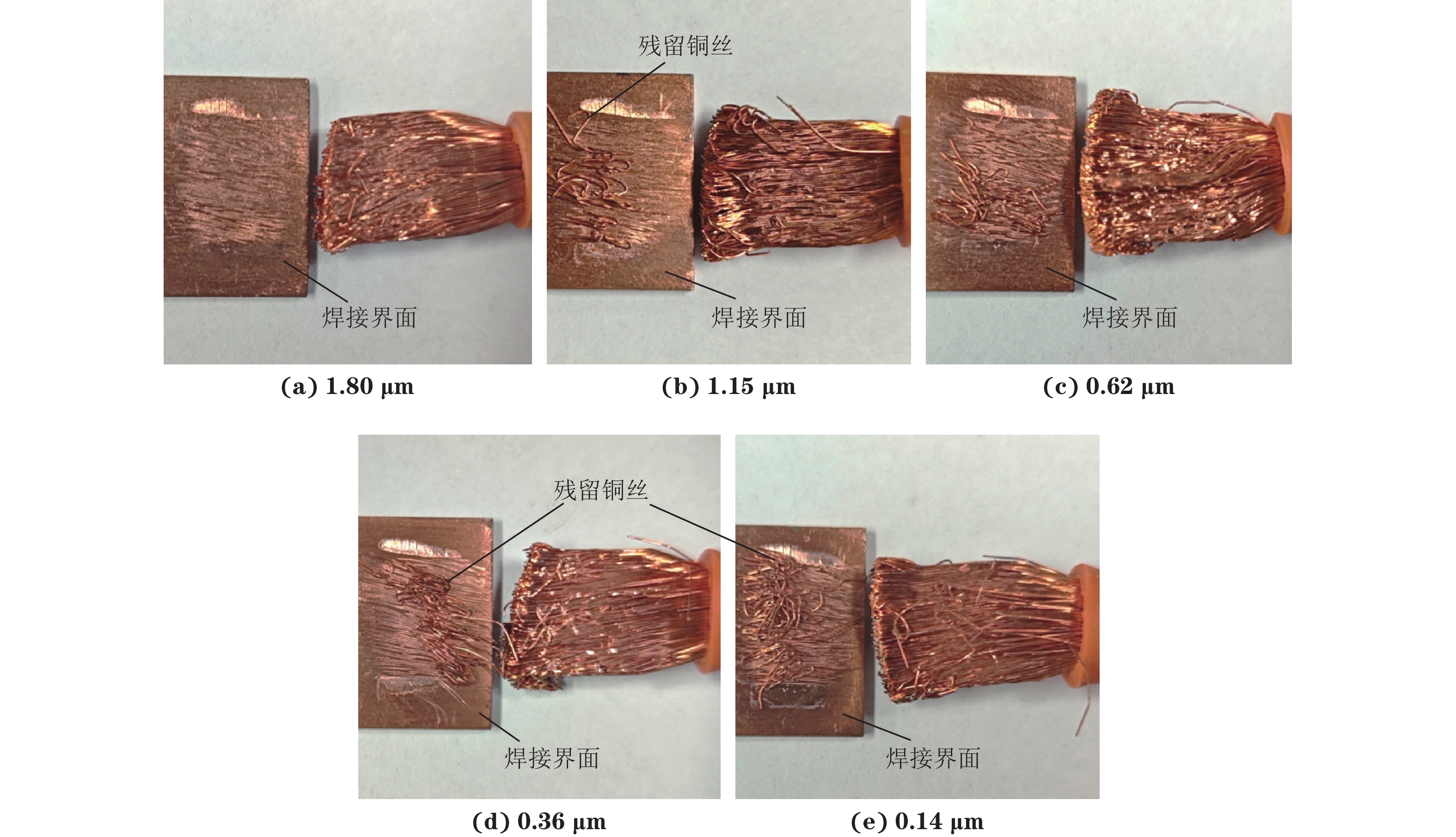
由图5可以看出:端子表面粗糙度1.80 μm下接头的失效形式为界面拉脱,焊接在端子上的铜线在拉力作用下完全脱离焊接界面,表明铜线与端子之间的冶金结合较弱;端子表面粗糙度1.15,0.62,0.36 μm下端子上存在大量界面拉脱痕迹,同时粘连少量铜丝,说明接头的失效形式为界面拉脱和铜线少量粘连;随着端子表面粗糙度的降低,铜丝粘连程度略微增强。0.14 μm端子表面粗糙度下接头的失效形式为铜丝大量粘连和少量界面拉脱。随着端子表面粗糙度的降低,更多的铜丝粘连在端子上,说明端子与铜线之间的结合强度增加,接头的成形质量更好,拉伸性能提高。
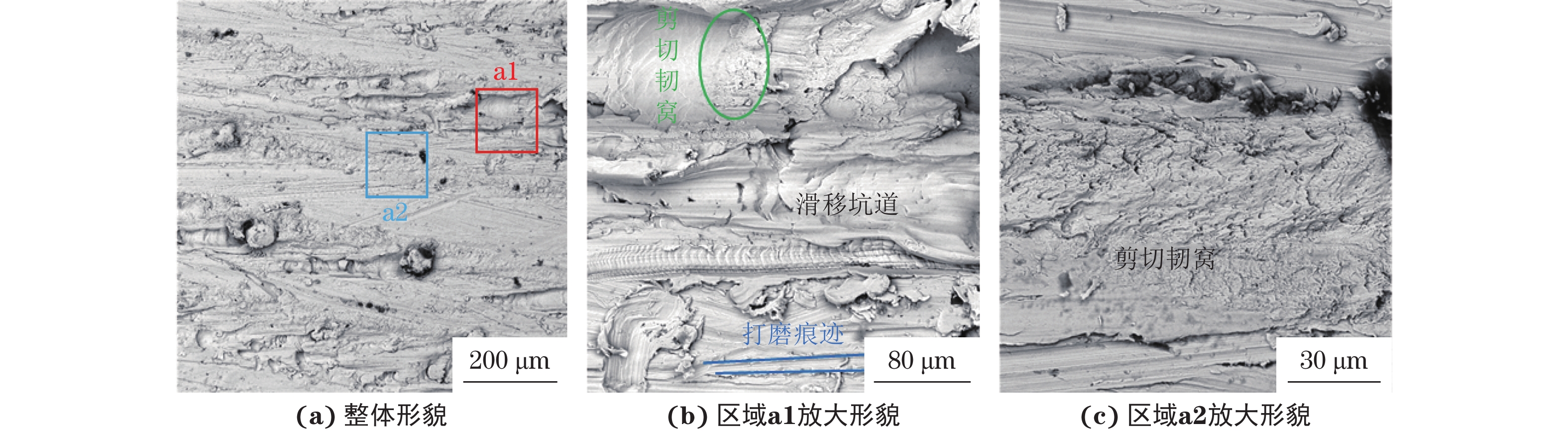
由图6可以看出,当端子表面粗糙度为1.80 μm时,拉伸试验后端子侧断口表面存在大量打磨痕迹和铜线的焊接痕迹,同时还存在大量长滑移坑道。在拉伸状态下,焊接在端子侧的铜线中的位错沿特定滑移系运动并累积[13],形成密集的滑移带,相邻滑移带之间的交互作用、位错堆积及应力集中加剧了表面材料的塑性流动和下陷,导致铜线脱离端子,并最终形成大面积的滑移坑道痕迹。同时,在端子表面还观察到剪切韧窝,说明接头的断裂机制为微孔聚集型韧性断裂[14-15]。
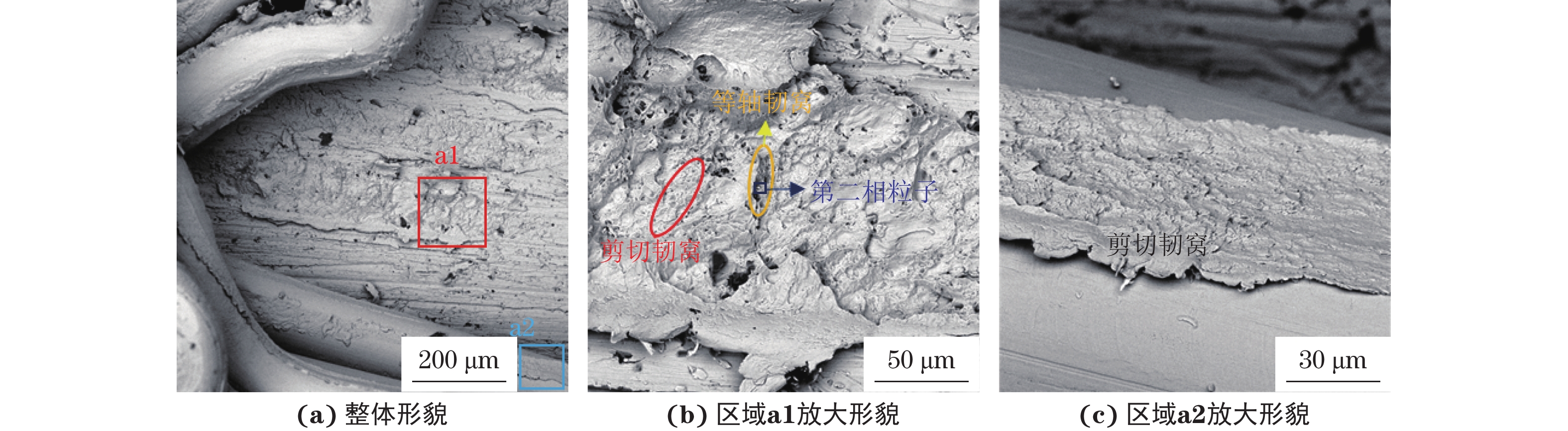
由图7可以看出:当端子表面粗糙度为0.62 μm时,拉伸试验后端子侧断口表面存在铜线残留与铜线拉脱后的焊接痕迹,同时还出现大量细小的剪切韧窝以及少量的等轴韧窝,在韧窝中存在极少量的第二相粒子,说明断口的塑性变形程度较高,接头的成形质量较好。剥离的铜线上也形成了剪切韧窝。焊接界面与铜线内部都存在较多的薄弱位置,在拉力的作用下,这些薄弱位置先失效,先失效的部分铜线残留在端子上形成少量铜丝粘连[16]。正是由于这些粘连的铜丝,在铜线与端子即将完全分离时产生塑性变形,导致载荷在达到峰值断崖式下降后出现下降趋势减缓甚至小幅提高的现象。
由图8可以看出,当端子表面粗糙度为0.14 μm时,拉伸试验后接头端子侧断口上残留铜丝的断口呈颈缩现象,这表明在拉伸过程中铜丝发生韧性断裂[17],同时在铜线拉脱形成的断口和残留铜丝断口上都可以观察到韧窝及第二相粒子。在铜丝之间剥离后的表面也存在韧窝,且韧窝中也存在第二相粒子,但与铜线/端子界面处相比,韧窝数量更少,尺寸更小,说明在断裂过程中微孔长大不充分,铜丝间的结合强度低于铜线与端子间的结合强度。由于铜丝间的结合程度低于铜线与端子之间,在拉伸过程中铜丝之间的薄弱位置优先失效,导致铜线大量粘连在端子表面。
(1)当端子表面粗糙度由1.80 μm降低至0.14 μm时,接头的孔隙率由11.76%降低至8.15%,铜丝之间以及铜线/端子界面处的孔隙减少,铜丝之间与铜线/端子界面的结合更加紧密,结合形式由点连接与线连接转变为线连接与面连接,接头成形质量提高。
(2)随着端子表面粗糙度降低,拉伸过程中接头的平均峰值载荷升高,失效形式由以界面拉脱为主向以铜线大量粘连为主转变。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号