近年来,随着汽车行业逐渐向着轻量化发展,DP600双相钢作为成熟的先进高强钢,其组织由软相铁素体和硬相马氏体组成,该钢具有优良的加工性能、冷成型性能和加工硬化性能等。因此,双相钢在汽车工业内应用十分广泛[1]。
为保证双相钢的使用质量,在加工成形前,除对其进行常规的化学成分分析和力学性能测试外,通常还会对其进行扩孔试验。扩孔试验主要用于测试汽车板的翻边性能,执行试验方法依据GB/T 24524—2021 《金属材料 薄板和薄带 扩孔试验方法》,该方法对扩孔试验条件、试验程序、结果判定进行了规定,并给出了压边力不小于50 kN的示例,提出了凸模推进速率宜不大于1 mm/s,试验后最大裂纹开口宽度宜不超过0.1 mm的要求。试验条件控制不当,会造成扩孔试验结果的离散程度较大,对材料的真实性能判定造成一定的困扰。为此,笔者分析了凸模推进速率和试验后贯穿裂纹开口宽度两个因素对双向钢DP600扩孔试验结果的影响,研究结果可为提高扩孔试验的准确性提供理论基础。
1. 试验材料与方法
试验材料为汽车用双相钢DP600。将试验材料剪切加工成尺寸为150 mm×150 mm(长度×宽度)的试样,并用直径为10 mm的凸模在试样中心位置冲制圆孔[2],试样1的厚度为2.52 mm,依据标准GB/T 24524—2021,在其他试验条件固定的前提下,通过改变扩孔凸模推进速率,获得相应的扩孔试验结果。试样2~12的厚度为1.46~7.00 mm,依据标准GB/T 24524—2021,固定凸模推进速率和压边力参数,对不同厚度的试样开展扩孔试验,测量每个试样贯穿裂纹开口宽度对应的极限扩孔率。同一试验条件下开展3次重复试验。
2. 试验结果
2.1 凸模推进速率对极限扩孔率的影响
凸模推进速率是扩孔圆锥形顶头向上对试样冲制圆孔进而进行扩孔的实际速率。标准GB/T 24524—2021规定凸模推进速率宜不大于1 mm/s。分别设定凸模推进速率为0.1,0.3,0.7,1.0 mm/s,固定压边力为150 kN,试样1在不同凸模推进速率下的极限扩孔率测试结果如表1所示。
由表1可知:当凸模推进速率为1.0 mm/s时,试样1的极限扩孔率平均值为49.5%,极差达到16.5%;当凸模推进速率为0.7 mm/s时,试样1的极限扩孔率平均值为45.0%,极差为5.5%;当凸模推进速率为0.1,0.3 mm/s时,试样1的极限扩孔率变化较小,且试样1的极限扩孔率极差较小;随着凸模推进速率的减小,试样1的极限扩孔率平均值和极差均减小[3]。
2.2 裂纹开口宽度对极限扩孔率的影响
将凸模推进速率设定为0.3 mm/s、压边力设定为150 kN,对试样2~12进行扩孔试验,结果如表2所示。由表2可知:对于同一组试样,贯穿裂纹开口宽度越大,试样的极限扩孔率越大,且极限扩孔率与贯穿裂纹开口宽度、试样厚度存在相关性。
3. 综合分析
当凸模推进速率为1.0 mm/s时,试验成功率较低,其中有两块试样分别出现了多条裂纹,这主要是因为凸模推进速率较快,当试样孔边缘处出现裂纹时,试验机未能及时停止,扩孔凸模继续上升,导致试样扩孔尺寸增大,孔边缘处裂纹不断萌生,试验结果重复性降低。当凸模推进速率为0.1,0.3 mm/s时,试验成功率相对较高。随着凸模推进速率的不断加快,试样的极限扩孔率平均值和极差随之变大,扩孔试验结果的离散性变大。
试样扩孔后的宏观形貌如图1所示。由图1可知:图1(a)中试样贯穿裂纹的开口呈现由内至外的“V”形,即外侧大、内侧小;对于厚度大于3 mm的钢板,经常会出现外侧开口宽度超过1 mm,但内侧仍未裂开的裂纹,这种裂纹不属于贯穿裂纹[见图1(b)];同一块钢板相邻位置的两块试样贯穿裂纹开口宽度不同时,其极限扩孔率会有差别,图1(c)中试样贯穿裂纹开口宽度为0.08 mm,极限扩孔率为31.5%,图1(d)中试样贯穿裂纹开口宽度为0.50 mm,极限扩孔率为45.0%。
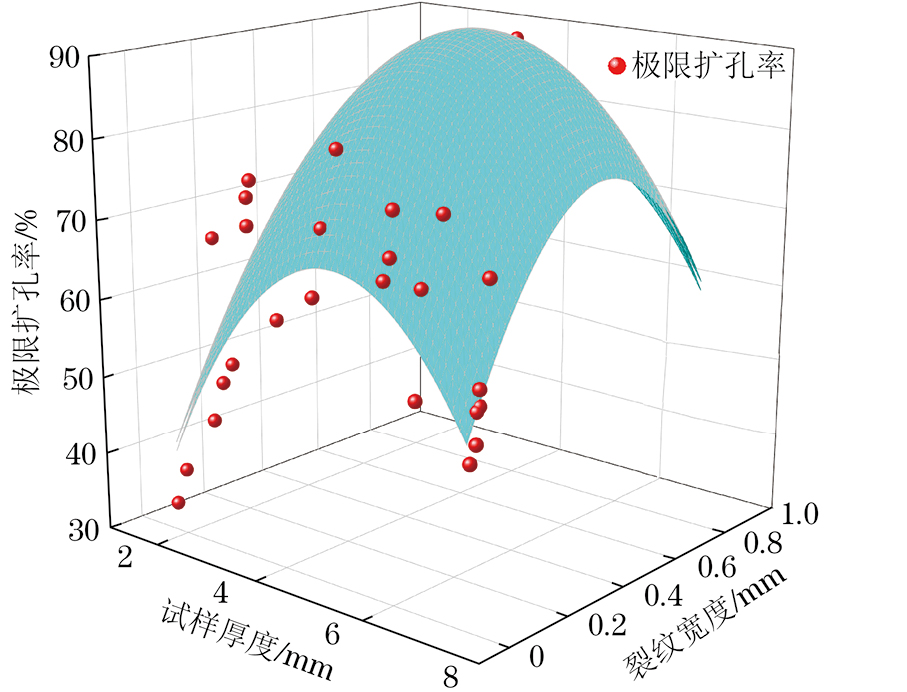
经进一步分析,极限扩孔率与试样裂纹开口宽度、试样厚度的回归模型如式(1)和图2所示。
式中:y为极限扩孔率;x1为试样厚度;x2为试样裂纹开口宽度;A、B、C、D、E、F为常数,其中A=-2.822 18±0.003 44,B=25.762 18±0.029 5,C=-117.631 64±0.159 7,D=115.672 33±0.145 97,E=1±0,F=3.009 25±0.063 73。
由图2可知:在极限扩孔率回归模型中,R2(决定系数)和调整后的R2趋同,接近于1,因此该回归模型较好地预测了极限扩孔率与试样裂纹开口宽度、试样厚度之间的关系[4],即极限扩孔率与试样厚度的二次方、试样裂纹开口宽度的二次方成反比,与试样厚度、裂纹开口宽度成正比。
4. 结论
(1)对于DP600热轧双相钢,当凸模推进速率为0.1,0.3 mm/s时,试样的极限扩孔率变化较小,同组试样极限扩孔率的极差均小于5%。当凸模速率大于0.7 mm/s时,随凸模速率的增大,试样的极限扩孔率平均值和极差逐渐变大,扩孔试验结果的离散性变大。
(2)对于厚度大于3 mm的DP600热轧双相钢,经扩孔试验后,常会出现试样孔边缘外侧开口宽度超过1 mm,但内侧仍未裂开的裂纹,该裂纹不属于贯穿裂纹。
(3)极限扩孔率测试结果与贯穿裂纹开口宽度、试样厚度存在相关性。经回归模型预测,极限扩孔率与试样厚度的二次方、试样裂纹开口宽度的二次方成反比,与试样厚度、裂纹开口宽度成正比。
文章来源——材料与测试网






 浙公网安备 33042402000106号
浙公网安备 33042402000106号
