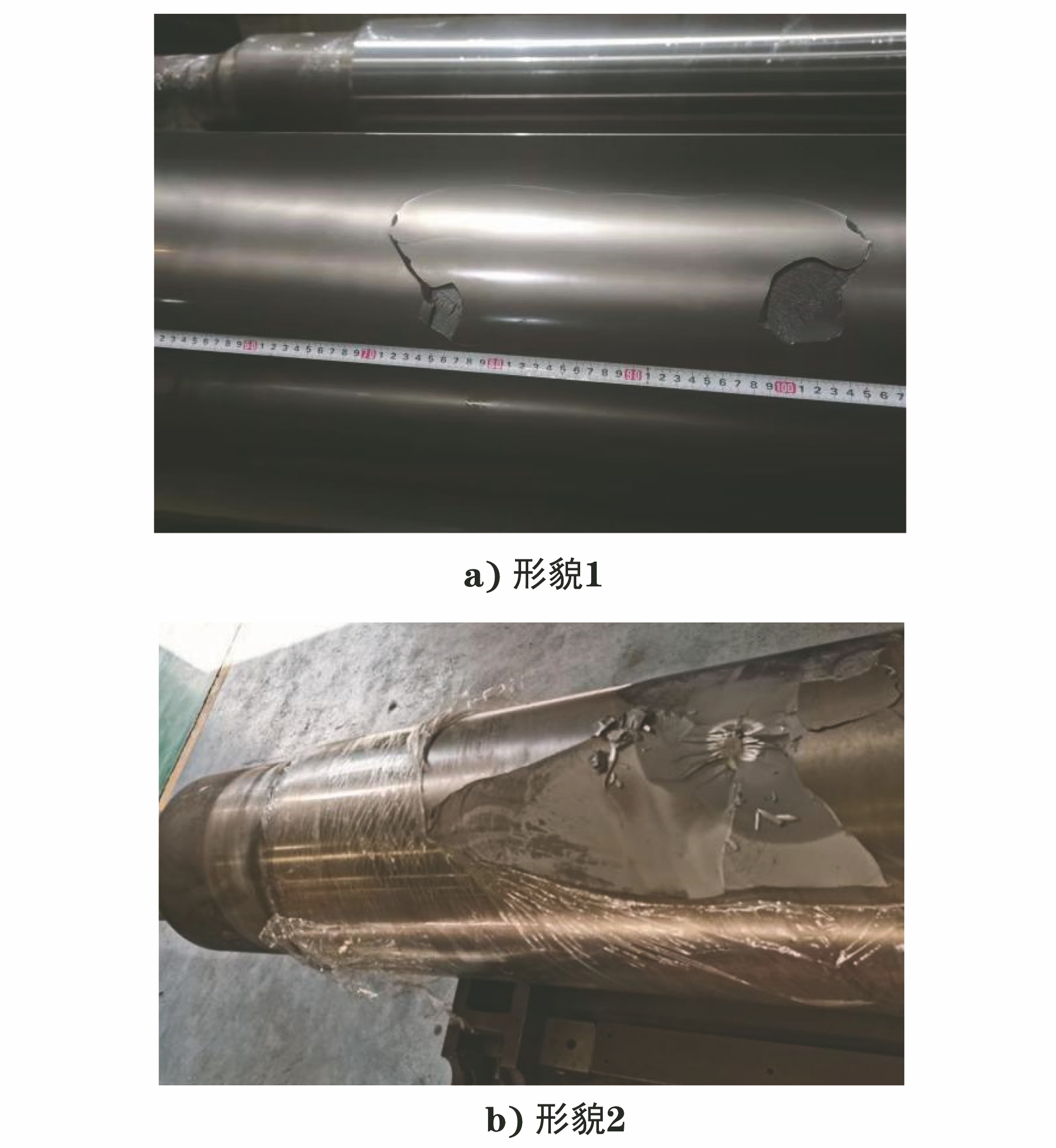
图 1 表面剥落轧辊宏观形貌

锻钢冷轧辊是轧机的重要部件,随着材料的不断优化,轧辊的制造技术也在逐步更新,使轧辊具有更高的硬度和更好的耐磨性,但同时对轧制产品的需求也在不断增加。更大的轧制力、更快的轧制速率也使得轧辊在使用过程中偶尔发生表面剥落问题,造成冷轧板带降级,甚至导致轧机的长时间停机。
某冷轧厂锻钢冷轧工作辊在正常服役一段时间后发生表面剥落现象,笔者采用宏观观察、化学成分分析、硬度测试、超声检测、金相检验等方法分析冷轧辊表面剥落原因,以防止该类问题再次发生。
剥落位置距离操作侧700~1 040 mm,其宏观形貌如图1所示。
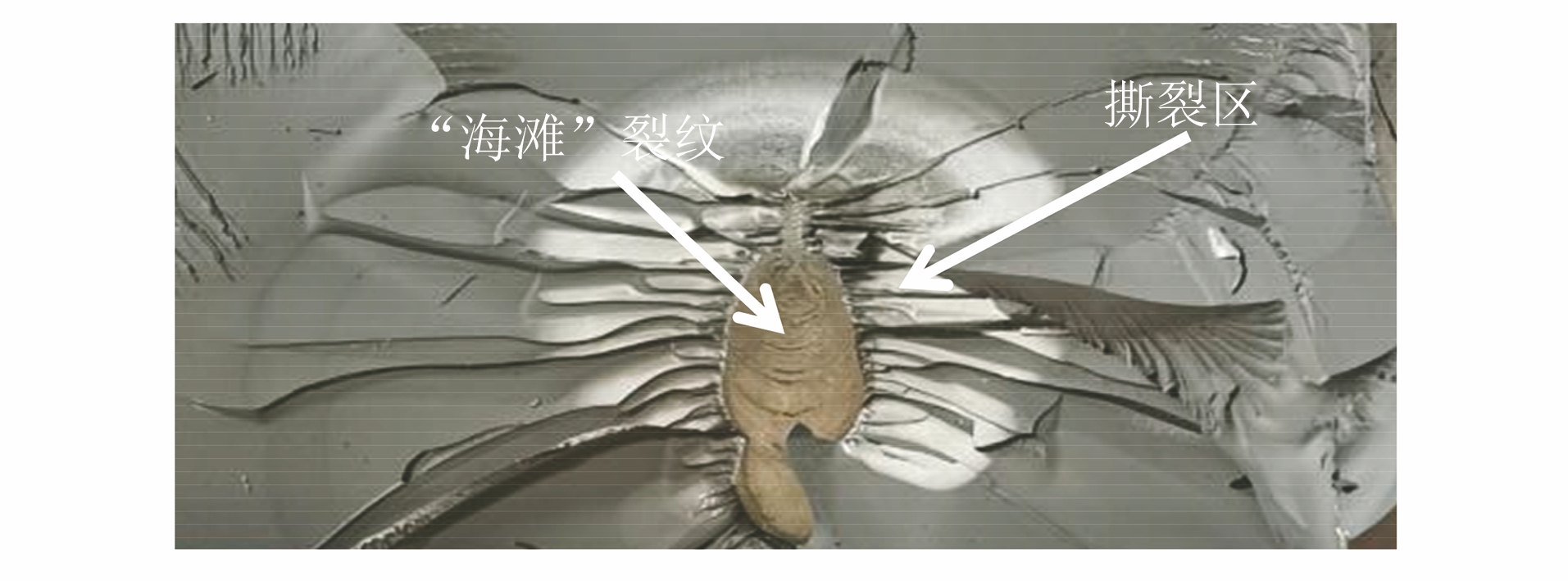
剥落断面宏观形貌如图2所示,剥落区域中心存在1条典型的“海滩痕”裂纹扩展轨迹,裂纹扩展方向与轧辊转动方向相反,同时在该条带两边区域存在典型的撕裂区。该种有“海滩痕”条带及撕裂区的剥落由裂纹扩展引起[1-2]。
采用直读光谱仪对剥落块进行化学成分分析,结果如表1所示。由表1可知:该材料的化学成分符合标准要求。
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | V | |
| 实测值 | 0.75 | 0.30 | 0.72 | 0.011 | 0.006 | 4.55 | 0.33 | 0.15 | 0.20 |
根据GB 13313—2008 《轧辊肖氏、里氏硬度试验方法》,采用里氏硬度计对轧辊表面硬度进行测试,结果如表2所示。由表2可知:材料的硬度略低于技术要求(855~875 HLD)。
| 项目 | 表面硬度 | ||||||
|---|---|---|---|---|---|---|---|
| 实测值 | 843 | 845 | 848 | 846 | 842 | 841 | 838 |
对剥落块及轧辊表面进行超声检测,结果表明:未剥落区域无异常,而剥落块表面有明显的缺陷波。
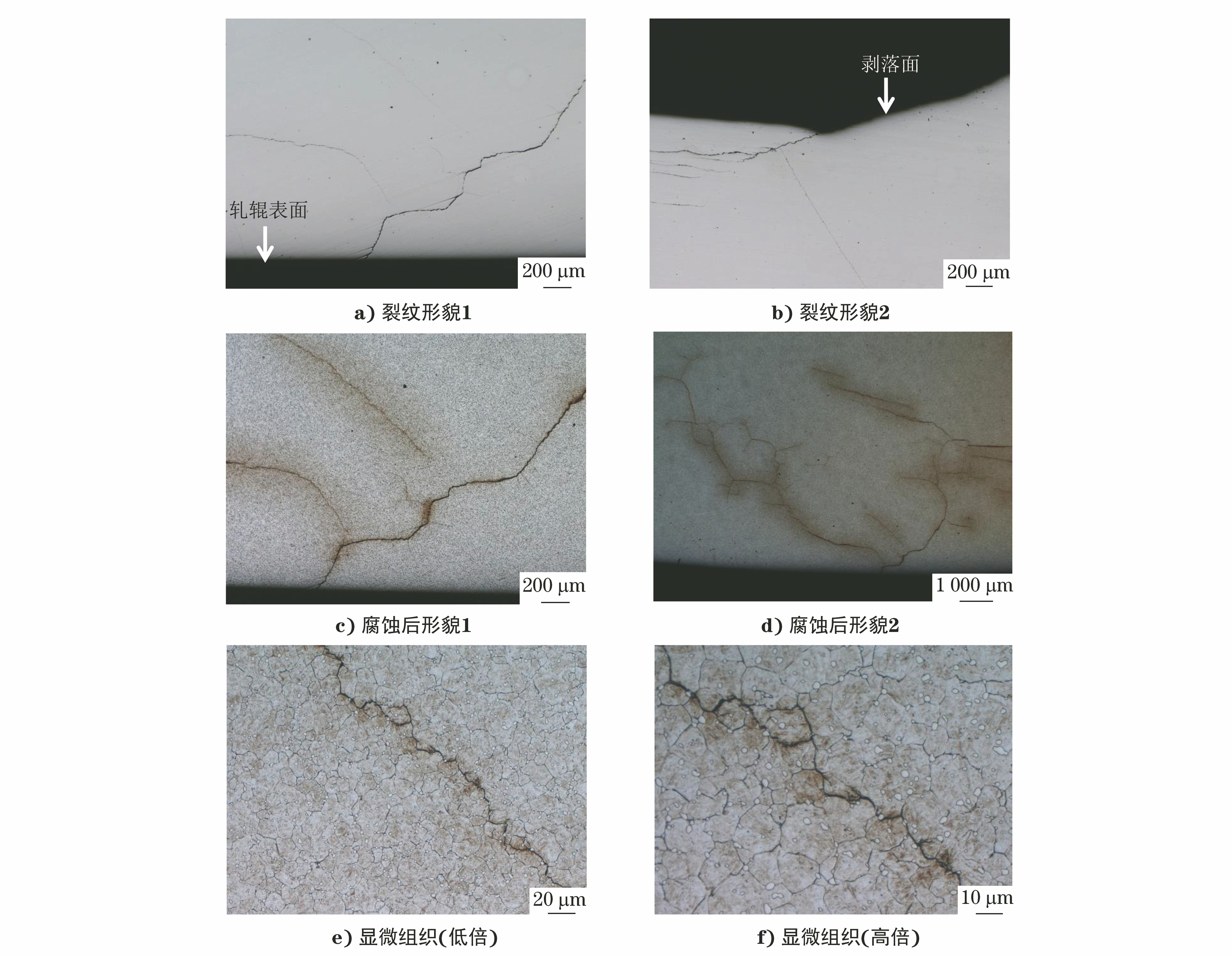
剥落块断口有明显的裂纹扩展痕,在剥落块上截取金相试样。
将试样磨抛后置于光学显微镜下观察,结果如图3所示,由图3可知:试样表面存在大量裂纹,裂纹由表面向内扩展,裂纹周围无夹杂、夹渣等其他明显缺陷,裂纹逐步延伸至剥落面;将试样腐蚀后置于光学显微镜下观察,裂纹明显沿晶界扩展,显微组织为正常的回火隐晶马氏体+点状和粒状碳化物+少量残余奥氏体。
在轧辊表面可以发现几处凹坑及裂纹,正常区域硬度为64.5~65.5 HRC(808~820 HLD),凹坑区域硬度为66.5~67.2 HRC(830~840 HLD)。
表面裂纹引起剥落的过程如图4所示,剥落过程大致可分为6个阶段。在第1~3阶段,轧辊表面产生裂纹。该裂纹可能是由辊印、划痕、异物压入、热冲击等应力集中、组织变化产生的;在第4阶段,随着轧辊的每次转动,裂纹在轧制力作用下,沿着轧辊转动的反方向扩展,其扩展方向一般与辊面成约45°倾斜角;在第5阶段,裂纹逐步扩展至整个淬硬层后,开始沿径向和圆周向弥散,同时出现明显的沿径向和圆周向的驻痕和“扇形”断裂流线;在第6阶段,轧辊强度不足以支撑其运转,最终使轧辊发生断裂剥落,这个断裂的最终阶段为瞬时、脆裂性的,所以可以看到明显撕裂区域[3]。
从金相检验结果可以判定,试样内无明显冶金缺陷,且显微组织正常,同时化学成分、辊面硬度均符合设计要求,所以可排除原材料缺陷或者热处理异常导致剥落的原因。
冷轧辊表面缺陷和次表层夹杂是导致轧辊剥落的根本原因。轧辊表面微裂纹在接触应力和摩擦力的作用下,裂纹向轧辊内部扩展至次表层深度,在主剪应力和交变剪应力的共同作用下,裂纹继续扩直至表面发生疲劳剥落[4],根据超声检测结果,可以判断裂纹是在轧辊表面产生的。
剥落块整体硬度下降明显,但从检测结果可以看出,裂纹周围及凹坑区域的硬度明显高于其他区域。凹坑是由使用过程中,辊面受到异常挤压变形造成的,而产生异常挤压的原因是翘皮缺陷在后道工序仍然存在,经过酸洗、轧制以及镀锌后不能有效将其去除[5]。
综上所述,在使用过程中,轧辊受异物压入的影响,辊面产生数个凹坑,凹坑区域受挤压力作用产生应力集中,使得局部硬度升高,并在相应区域萌生裂纹,裂纹未能在磨削过程中去除,而是在轧制力的作用下缓慢向内沿晶界扩展,最终导致其表面发生剥落。
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号