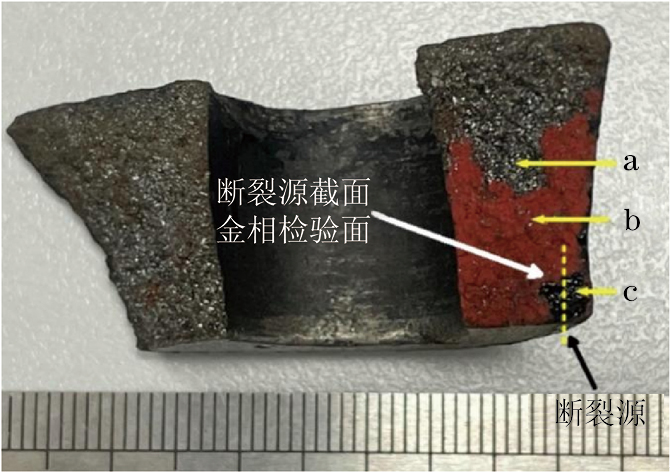
图 1 安装座断口宏观形貌

铸造产品在动车组中的应用十分广泛,主要涉及高速转向架、车钩、牵引系统和制动系统等关键部件。这些部件的铸造产品通常由铸钢、铸铁或铸铝等材料制成,以满足动车组在高速运行过程中对强度、刚度和耐久性的要求。
按照材料类别区分,动车组用铸造产品主要有3种:① 铝铸件。在牵引系统中,变速箱等部件的材料为铝铸件,这些铝铸件具有良好的强度和韧性,以满足高速运行时的载荷要求。② 钢铸件。钢铸件广泛应用于动车组的牵引系统、制动系统、联轴器系统和转向架等关键部位,这些钢铸件具有高强度、高韧性和良好的耐磨性,可以确保动车组的安全运行[1]。③ 铁铸件。铁铸件一般应用于制动缸装置及制动夹钳装置等部件上,铁铸件要求具有良好的耐磨性和耐腐蚀性[2]。
动车组铸造产品的质量要求非常严格[3],主要体现在以下几个方面:① 内部质量。要求铸件内部无气孔、夹杂物等缺陷,以保证其强度和耐久性。② 外部质量。要求铸件表面无裂纹、无结壳或淬纹等缺陷,以确保其外观质量和使用性能。③ 尺寸精度。要求铸件尺寸精度高,符合设计要求,以保证动车组各部件之间的配合精度。
综上所述,铸造产品在动车组中的应用现状表现为广泛的应用领域、严格的材料要求、高质量的标准、先进的制造工艺和激烈的市场竞争。随着技术的不断进步和市场需求的变化,铸造产品在动车组中的应用将会继续发展。
笔者对几起铸造产品的制造工艺缺陷进行分析,分别从原始铸造缺陷、铸造缺陷焊修后未消除工艺缺陷、铸造成形后机械加工不良产生的缺陷等3个方面对缺陷成因进行分析,并提出了动车组铸造产品全寿命周期可靠性的预防措施[4]。
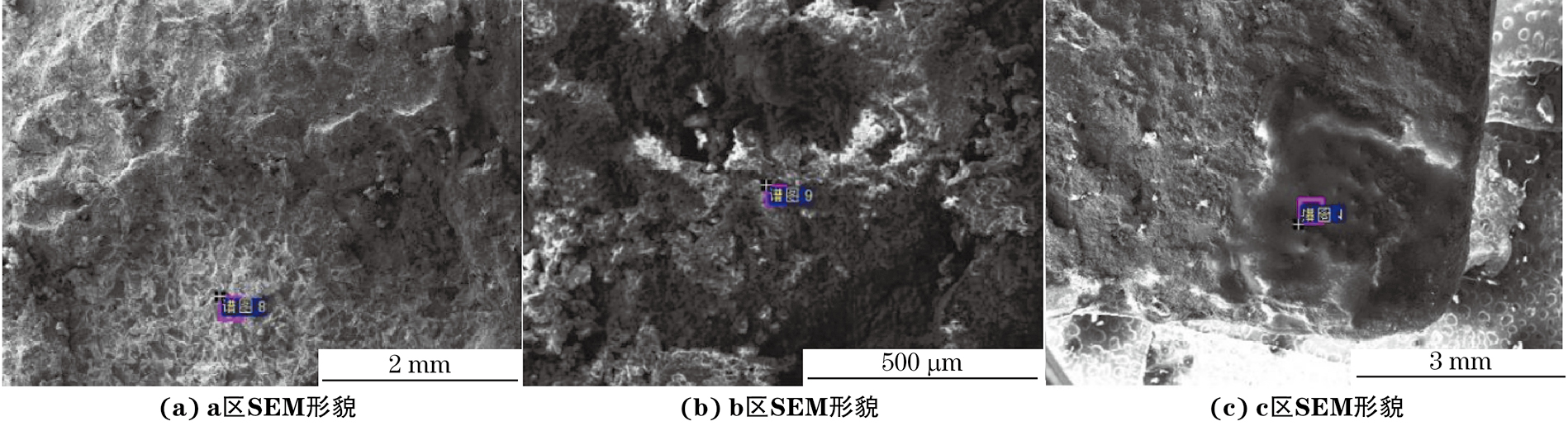
某动车组用安装座材料为铸造灰铁件,其断口宏观形貌如图1所示。由图1可知:断裂源附近未见宏观塑性变形,断口呈“粗瓷状”形貌,整体呈脆性断口宏观特征;断口局部可见红褐色覆盖物(图1中b、c标记处),断裂源位于箭头标记处。
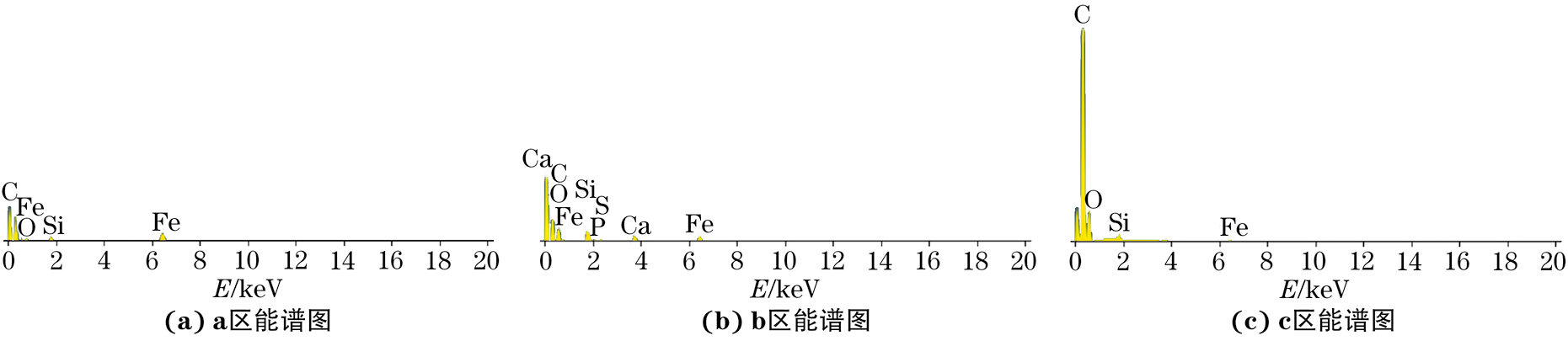
将有红褐色覆盖物的试样置于扫描电镜(SEM)下观察,并对其进行能谱分析,结果如图2,3所示。断口上红褐色覆盖物为铸造时期的沙箱内壁涂料,安装座零件在使用前存在原始铸造预裂纹,在使用载荷下发生过载开裂现象。
某动车组用车钩棘爪材料为铸铁件,其断口宏观形貌如图3所示。由图3可知:开裂起始位置表面为U型槽口结构,该部位为棘爪有效截面积最小部位。
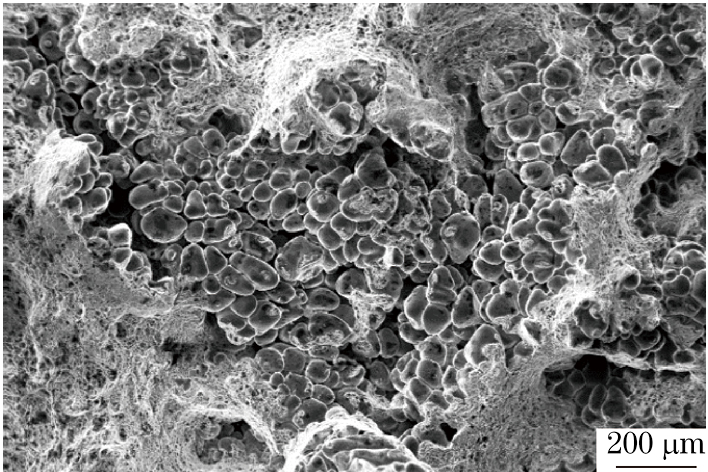
用扫描电镜(SEM)分析棘爪断裂源区及心部,结果如图4所示。由图4可知:棘爪断裂源区及心部存在多处疏松与缩孔缺陷。说明车钩棘爪存在原始铸造缩松缺陷,在使用载荷下发生过载开裂现象。
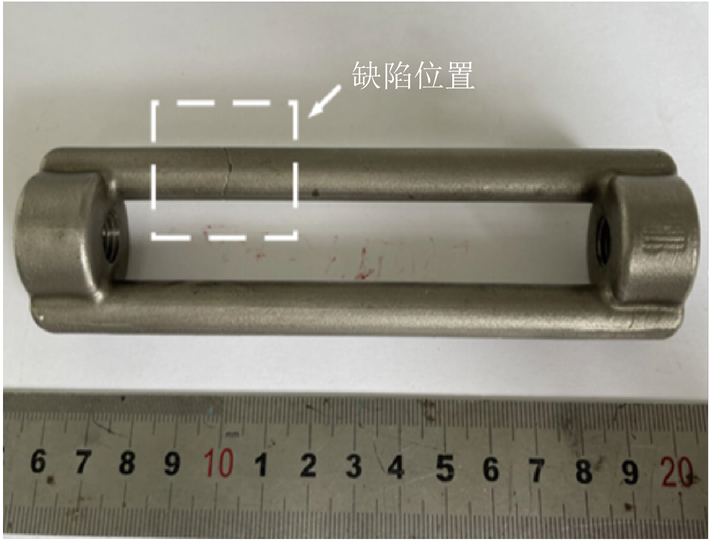
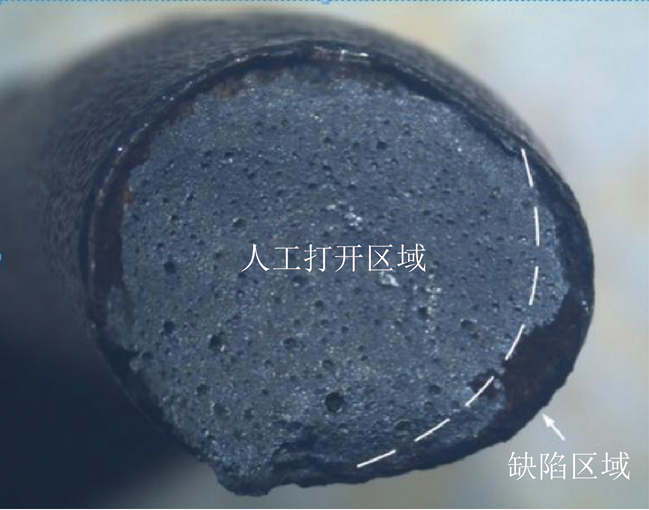
某动车组用风挡拉杆系统的调整套材料为07Cr19Ni10铸造不锈钢件。调整套外观及缺陷位置如图5所示。将调整套表面缺陷打开,断口宏观形貌如图6所示。由图6可知:调整套缺陷位置原始断口呈氧化锈蚀色(见图6中箭头标记处),其余呈金属色区域为人工打开断口。说明调整套上的缺陷为铸造冷隔缺陷。
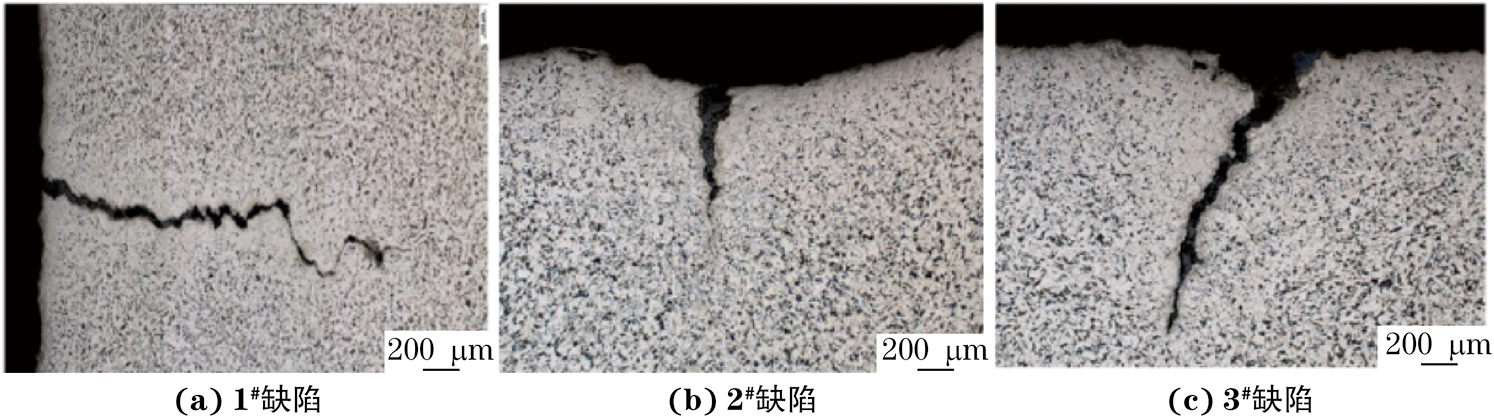
某动车组用夹紧箍材料为铸钢件。夹紧箍外观及缺陷位置如图7所示。对疑似缺陷区域进行磁粉检测,发现有3个区域显示磁痕,分别编号为1#、2#、3#区域。由图7可知:这3个区域的磁痕显示具有断续曲折分布特征。
3个缺陷区域截面微观形貌如图8所示。由图8可知:1#~3#区域的缺陷均为裂纹形态,裂纹两侧均有明显脱碳现象。说明夹紧箍的缺陷为铸造热裂纹。
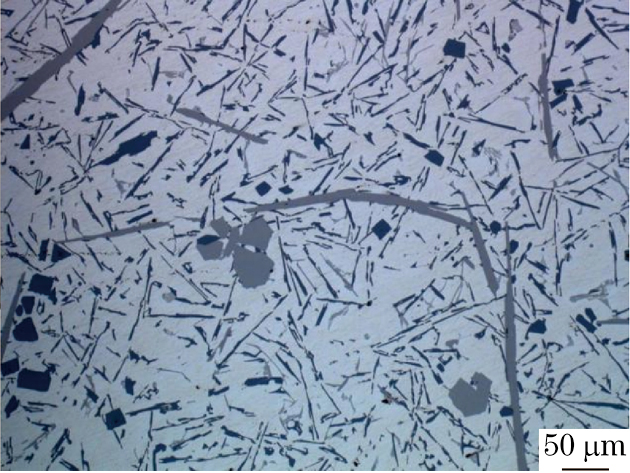
某动车组用下摆臂底座材料为铸造铝合金。下摆臂底座外观及断裂位置如图9所示,断裂位置见标记处,断裂处未见明显塑性变形特征。将底座解剖后,铸件心部可见缩孔缺陷。断面粗糙且有发亮的小刻面,呈典型的脆性断口特征。下摆臂底座显微组织形貌如图10所示。由图10可知:下摆臂底座显微组织为α-Al基体+针状和片状共晶硅+少量块状初生硅。结果表明,下摆臂底座的显微组织为未变质状态,针状共晶硅切割了基体的连续性,易在冲击载荷作用下沿共晶硅针处发生脆性开裂现象。
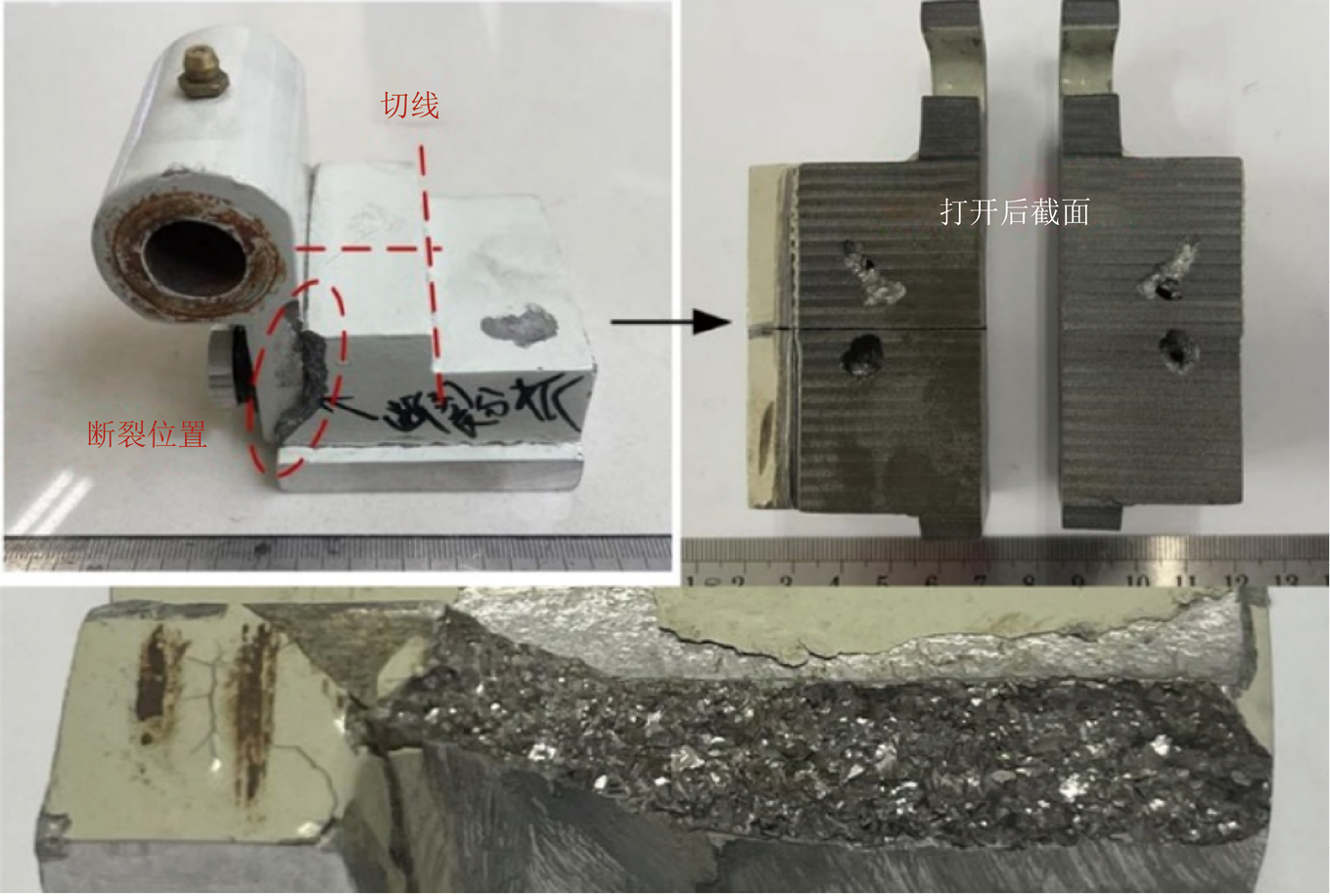
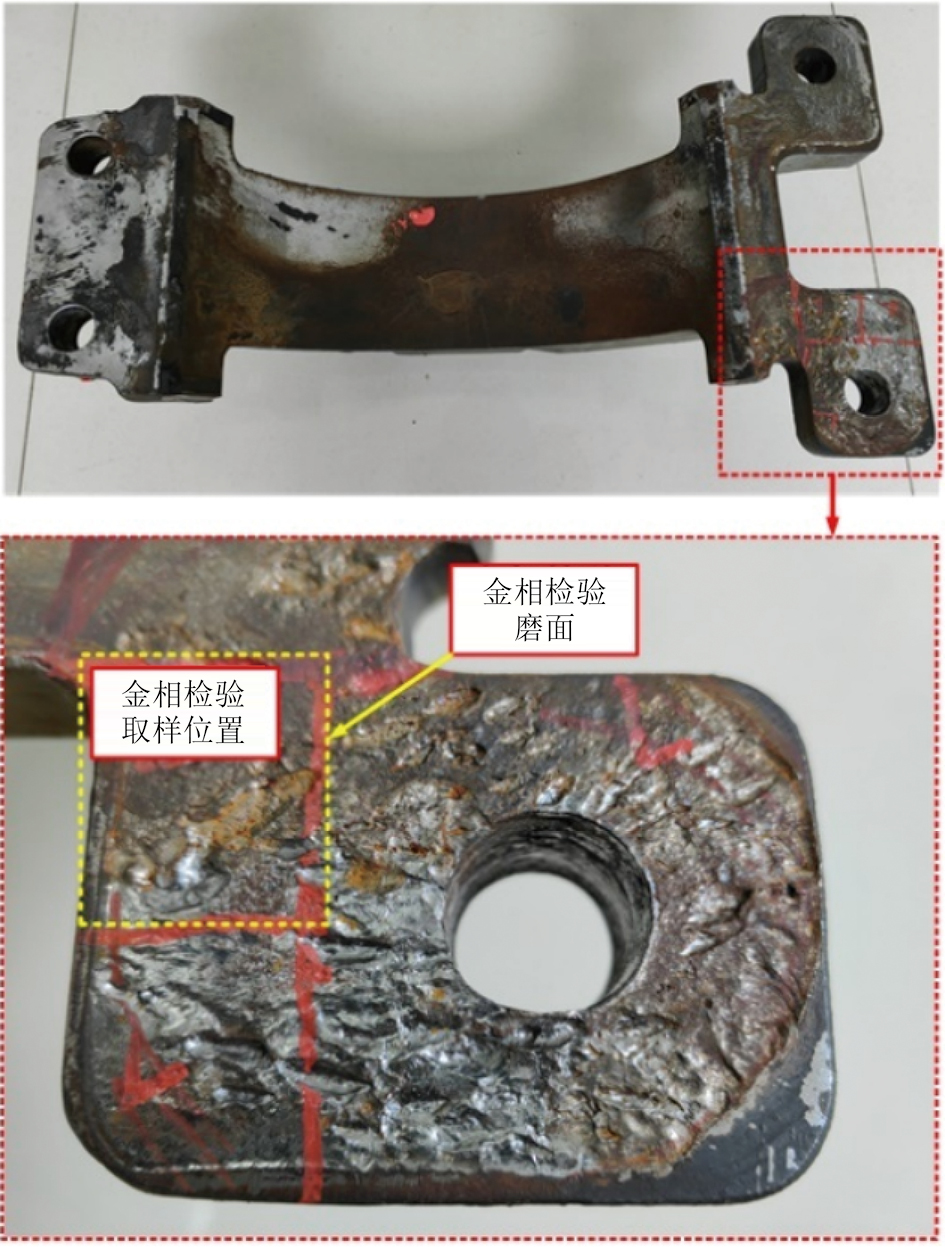
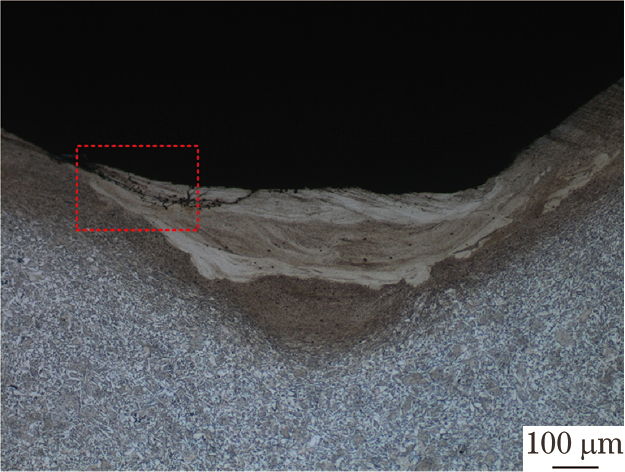
某动车组用夹紧箍材料为E260-450-MS铸钢件。夹紧箍外观及缺陷位置如图11所示。夹紧箍缺陷位于装配面局部区域[图11(a)中方框区域],缺陷宏观呈不规则分布的凹坑形貌,凹坑底部光滑。夹紧箍缺陷处微观形貌如图12所示。由图12可知:凹坑底部存在焊接热影响区,凹坑表面存在多条微裂纹。结果表明,夹紧箍凹坑缺陷是由局部焊补金属与母材熔合不良引起的,产生该缺陷的主要原因为铸件的焊修工艺参数不良。
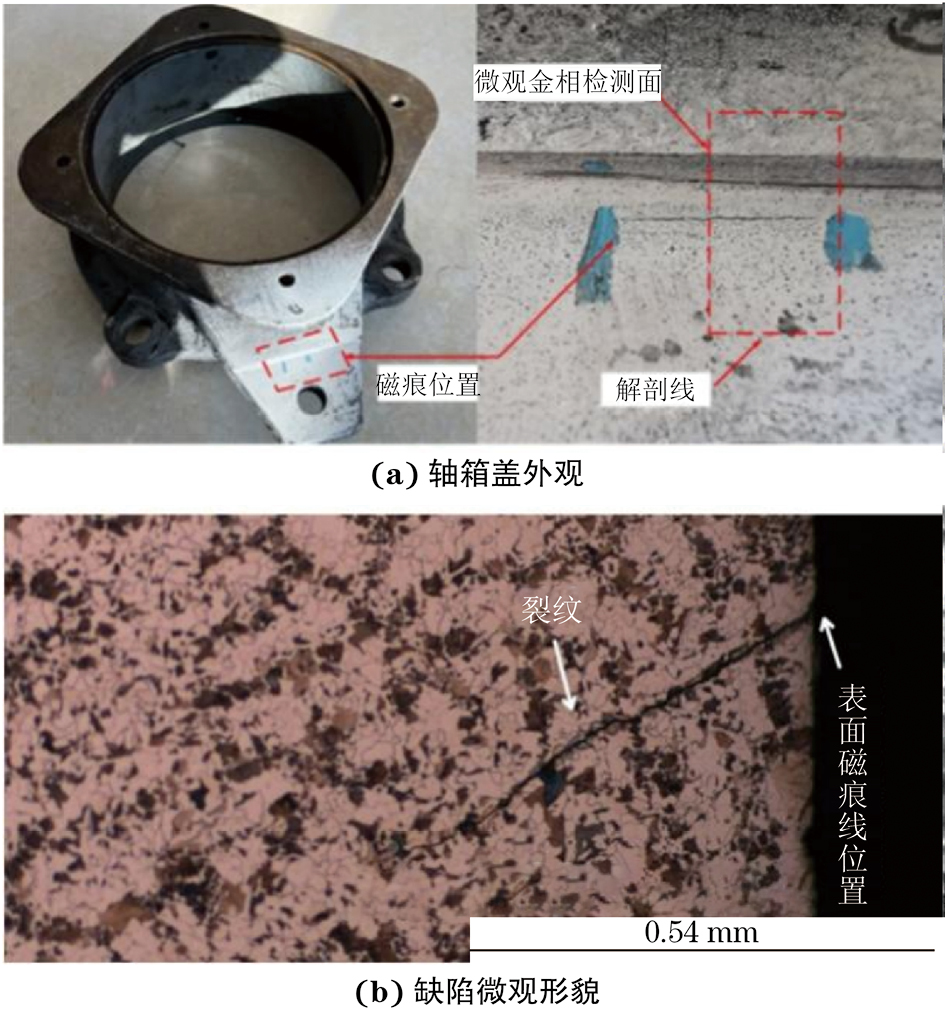
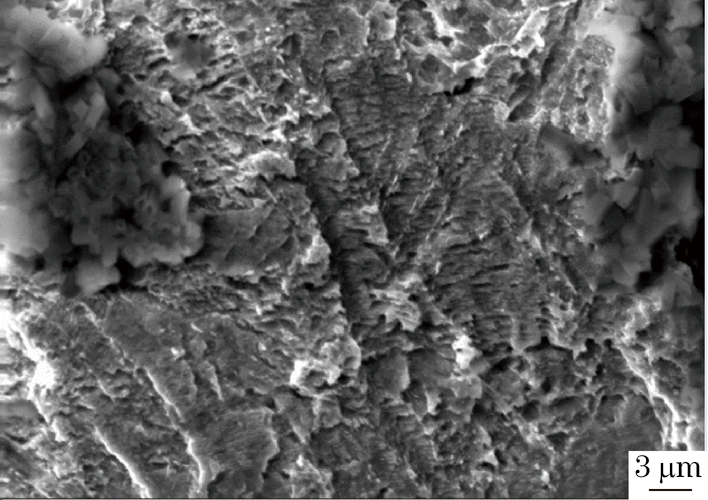
某动车组用接地轴箱盖材料为GE230N铸钢件。轴箱盖外观及缺陷微观形貌如图13所示。磁痕聚集处缺陷呈裂纹特征,深度约为0.54 mm,裂纹起始处未见原始铸造缺陷,裂纹两边未见氧化脱碳现象,裂纹扩展路径为穿晶。将裂纹人工打开,使用扫描电镜观察断口,可见疲劳条带,呈疲劳断口微观特征(见图14)。说明接地轴箱盖缺陷为裂纹,产生原因为在铸造成形后,机械加工变截面过渡处存在应力集中,在服役过程中的交变载荷作用下产生疲劳源,并发生扩展,直至形成宏观裂纹。
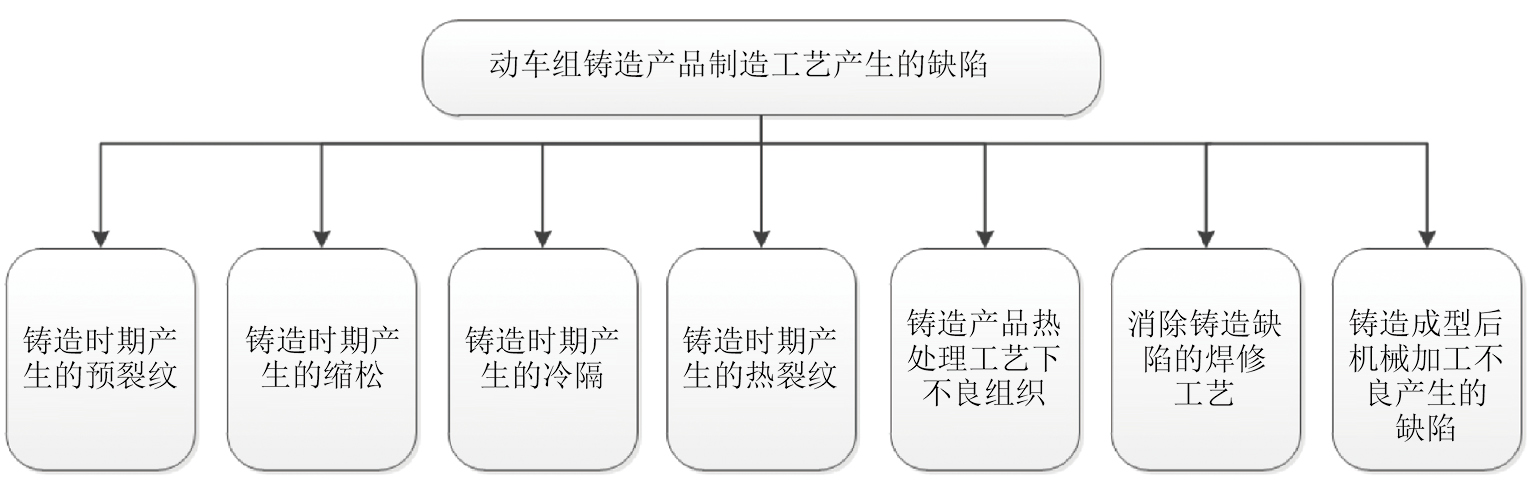
通过对上述7个动车组典型铸造产品的缺陷案例进行分析,可知动车组用铸造产品制造工艺产生的缺陷主要有原始铸造缺陷、不良的显微组织、焊修后未消除的原始缺陷、机械加工不良产生的缺陷等。一般情况下,铸造产品制造工艺产生的缺陷框图如图15所示。
原始铸造缺陷对铸造产品的影响主要有以下几个方面[5]。
(1)结构完整性:铸造缺陷如孔洞、裂纹等会破坏铸件的结构完整性,影响其承载能力和使用寿命。例如,气孔和缩松会降低铸件的强度和致密度,而裂纹则会导致铸件在受力时断裂。
(2)外观质量:铸造缺陷会导致铸件表面出现凹坑、凸起、气孔等,严重影响产品的外观质量。这不仅降低了产品的美观性,还可能影响产品的市场接受度。
(3)使用性能:铸造缺陷会影响铸件的使用性能,如降低其耐磨性、耐腐蚀性和疲劳强度等,从而影响产品的可靠性和安全性。
不良的显微组织对铸造产品的影响主要有以下几个方面。
(1)力学性能降低,如抗拉强度、屈服强度、硬度等指标降低。不良的显微组织意味着金属内部的晶体结构、化学成分分布等不均匀或存在缺陷,这些都会导致铸件的力学性能降低。例如,铸件在使用过程中容易发生塑性变形和断裂等现象,影响其使用寿命和安全性能[6]。
(2)物理性能降低,如热膨胀系数、导热系数、比热容等物理性能降低。不良的显微组织会影响铸件的物理性能,使其在高温或低温环境下的性能降低。这可能导致铸件在特定工作环境下的性能不稳定,影响设备的安全运行。
(3)化学性能降低,如耐腐蚀性、氧化性降低。不良的显微组织可能导致铸件的耐腐蚀性和氧化性降低,使其在特定环境下出现腐蚀和氧化等问题。这将严重影响铸件的使用寿命和可靠性。
焊修后未消除原始缺陷对铸造产品的影响主要有以下几个方面。
(1)力学性能降低。焊接过程中未消除的原始缺陷,如未熔合、裂纹、夹渣等,会进一步降低铸件的力学性能。这些缺陷会导致焊缝的有效承载面积减小,应力集中现象加剧,从而使铸件在承受载荷时容易发生断裂或塑性变形。
(2)密封性受损。对于压力容器、管道等需要保证密封性的铸件,焊修后未消除的气孔、未焊透等缺陷会使设备内部或外部发生泄漏事故。
(3)耐腐蚀性降低和疲劳寿命缩短。原始缺陷处的金属组织通常与正常焊缝不同,更容易受到腐蚀介质的作用,从而加快铸件的腐蚀速率。此外,这些缺陷也是疲劳裂纹的萌生地,会缩短铸件的疲劳寿命[7]。在交变载荷作用下,缺陷处的应力集中会加速裂纹的扩展,最终导致铸件疲劳断裂[8]。
机械加工不良产生的缺陷对铸造产品的影响主要有以下几个方面。
(1)力学性能降低。机械加工不良可能导致铸造产品表面或内部出现裂纹、划痕、凹坑等缺陷,这些缺陷会破坏材料的连续性,降低产品的抗拉强度、屈服强度等力学性能。特别是在承受高应力或高载荷的部件中,这些缺陷可能导致产品在使用过程中发生断裂或失效。
(2)尺寸精度降低。机械加工不良可能导致铸造产品的尺寸精度超出允许的公差范围,影响产品的装配和使用性能[9]。
对动车组用铸造产品在制造过程中出现的工艺缺陷进行了深入的研究和分析。动车组用铸造产品的制造工艺缺陷是一个复杂而重要的问题。通过优化铸造工艺、严格选择材料与控制质量、合理设计热处理工艺以及建立完善的缺陷预防和修复机制等措施,可以有效降低铸造缺陷的发生概率,提高产品的质量和性能。同时,铸造企业应持续关注行业动态和技术发展,不断改进和创新制造工艺,以满足市场需求。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号