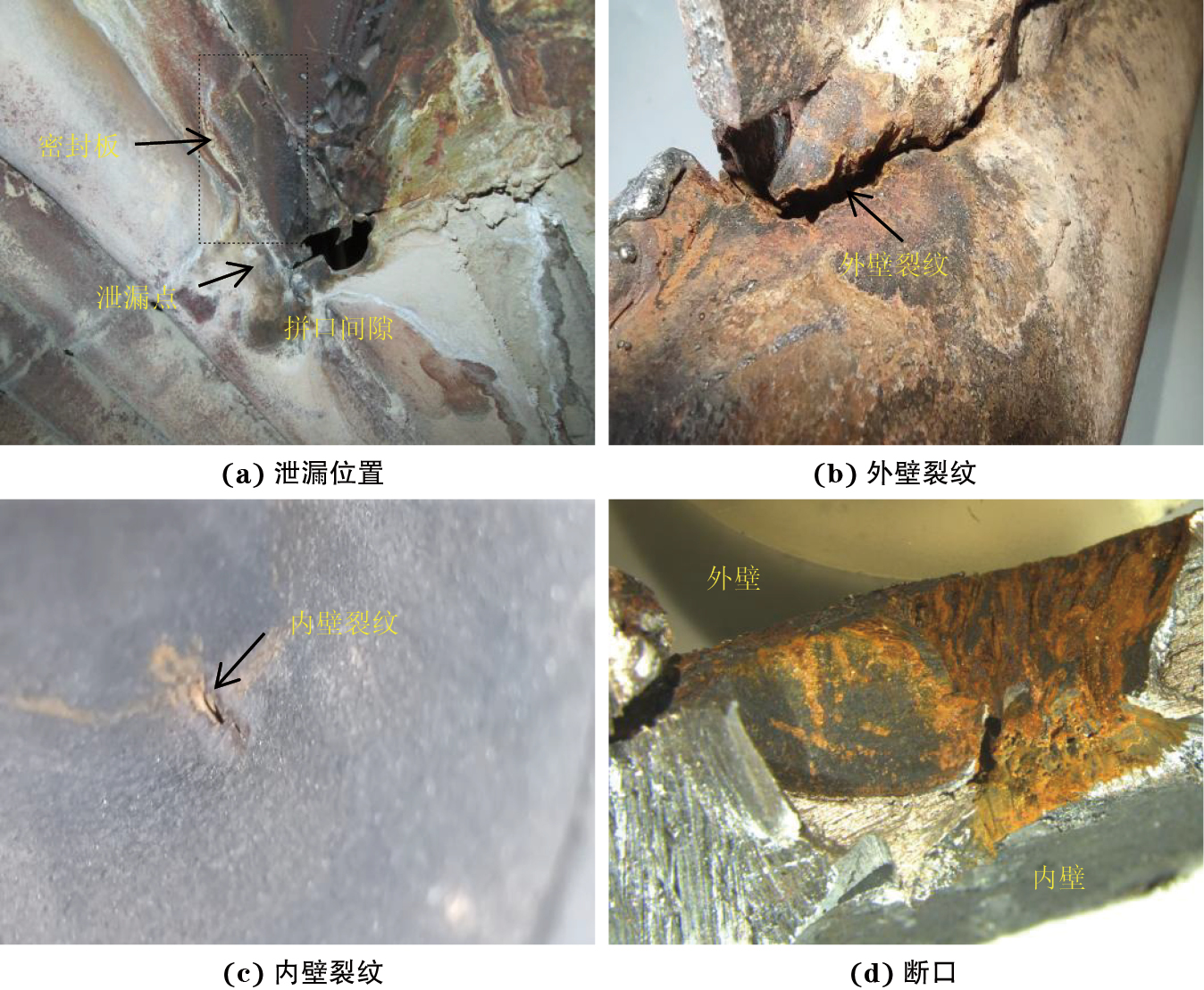
图 1 泄漏水冷壁管宏观形貌

水冷壁管是锅炉热量传递的核心部件,其在正常运行状态须承受机组启停、载荷变化带来的温度场、应力场变化[1-3],以及高温烟气、水汽介质的冲刷和腐蚀作用[4-6]。管材料中的原始缺陷[7-8]、施工焊接缺陷等[9-10]将直接影响水冷壁管的使用寿命,极易发生水冷壁爆管泄漏事故,严重威胁锅炉的安全性[11]。某发电厂3号锅炉为某锅炉厂生产的亚临界自然循环汽包炉,于2007年8月投入使用,累计运行18万h。锅炉使用单炉膛∏型布置,四角切圆燃烧,固态排渣,水冷壁管为鳍片焊接的膜式水冷壁管,材料为20G钢,规格为63.5 mm×8 mm(外径×壁厚),密封板材料为Q235-A钢。2023年8月,锅炉后水冷壁上部发生泄漏现象,停机检修期发现炉膛上部折焰角斜坡位置左数第22根水冷壁管开裂泄漏。为保障机组正常运行,笔者采用一系列理化检验方法对锅炉水冷壁爆管事故原因进行分析,并提出改进措施。
泄漏水冷壁管位于折焰角斜坡炉左数第22根水冷壁管直管段,泄漏水冷壁管宏观形貌如图1所示。由图1可知:开裂位置上方补焊密封板,密封板拼口处缺口平整,未见火焰切割与机械切割痕迹,未见明显的腐蚀产物层;裂纹由密封板拼口处启裂,沿密封板角焊缝向水冷壁管焊趾扩展,止裂于水冷壁向火侧母材,裂纹环向长度约为10 mm,轴向延伸约17 mm。沿裂纹打开水冷壁,对断口进行观察,可见断口整体呈锈红色与黑色交错,表面有明显冲刷痕迹,断面由外向内呈弧形扩展,断口横截面未见明显的腐蚀减薄和胀粗现象。
在爆管向火面和背火面取样,分别编号为试样1,2。对试样进行常温力学性能测试。按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》制备宽度为10 mm的纵向弧形试样,采用电子拉伸试验机对试样进行拉伸试验;按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》制作尺寸为5 mm×10 mm×55 mm(长度×宽度×高度)的夏比V型缺口试样,对试样进行冲击试验,试验结果如表1所示。由表1可知:试样的力学性能测试结果均满足GB/T 5310—2017《高压锅炉用无缝钢管》要求,其中角焊缝的3次硬度实测值为196~198 HV,满足DL/T 869—2021《火力发电厂焊接技术规程》的要求。
| 项目 | 抗拉强度/MPa | 屈服强度/MPa | 断面收缩率/% | 冲击吸收能量/J | 维氏硬度/HV10 |
|---|---|---|---|---|---|
| 试样1实测值 | 467 | 294 | 36.0 | 57.8,58.4,60.3 | 130,131,130 |
| 试样2实测值 | 457 | 270 | 33.5 | 63.6,62.9,63.7 | 128,126,128 |
| 标准值 | 410~550 | ≥245 | ≥24 | ≥40 | 120~160 |
采用移动便携式光谱仪对母材和角焊缝试样进行化学成分分析,结果分别如表2,3所示。由表2,3可知:水冷壁母材化学成分符合GB/T 5310—2017要求,角焊缝化学成分符合DL/T 869—2021中E5016型号焊条的化学成分要求。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Cu | Ni | V | |
| 母材试样1实测值 | 0.22 | 0.20 | 0.57 | 0.016 | 0.018 | 0.02 | 0.01 | 0.01 | 0.02 | 0.01 |
| 母材试样2实测值 | 0.20 | 0.18 | 0.62 | 0.018 | 0.012 | 0.01 | 0.01 | 0.01 | 0.02 | 0.01 |
| 标准值 | 0.17~0.23 | 0.17~0.37 | 0.35~0.65 | ≤0.025 | ≤0.015 | ≤0.25 | ≤0.15 | ≤0.20 | ≤0.25 | ≤0.08 |
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Cu | Ni | V | |
| 实测值 | 0.07 | 0.51 | 1.18 | 0.017 | 0.010 | 0.02 | 0.01 | 0.03 | 0.02 | 0.01 |
| 标准值 | ≤0.15 | ≤0.75 | ≤1.60 | ≤0.040 | ≤0.035 | ≤0.20 | ≤0.30 | — | ≤0.30 | ≤0.08 |
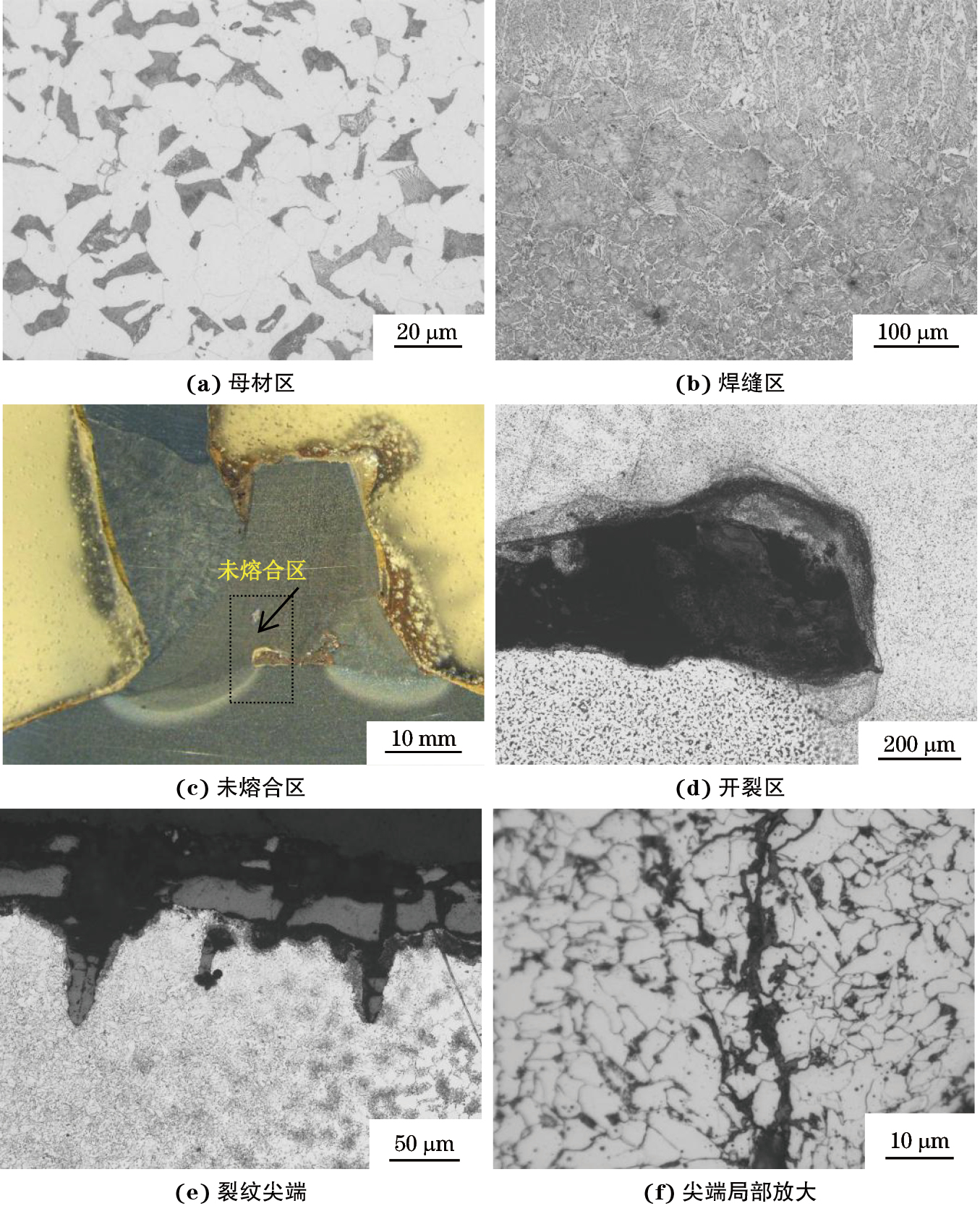
分别对开裂位置向火侧、背火侧母材横截面和密封板角接接头处截取试样,将试样置于光学显微镜下观察,结果如图2所示。由图2可知:母材和焊缝横截面显微组织为铁素体+珠光体,球化级别均为1.5级,显微组织正常;在密封板与母材角焊缝中间底部存在未熔合区域,未熔合区附近可见两处沿厚度方向由管外表面向内扩展的裂纹,裂纹宽且直,呈倒三角形态,长度约为50 μm,内有氧化物填充,尖端局部放大后,可见主裂纹附近存在二次裂纹。
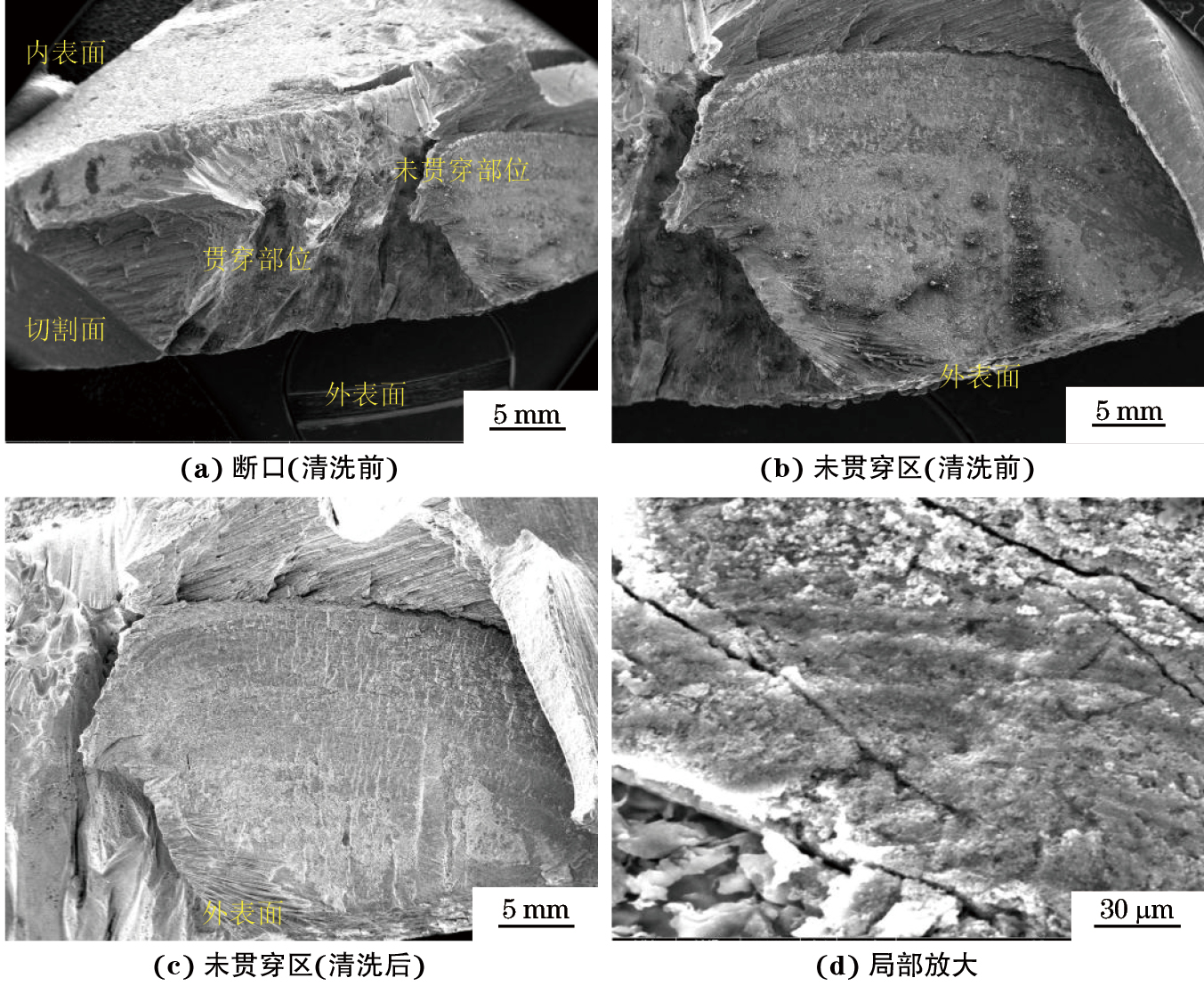
在开裂部位截取试样,再用体积分数为5%的稀盐酸丙酮溶液对断口进行超声波清洗,将清洗前后断口试样置于扫描电镜下观察,结果如图3所示。由图3可知:水冷壁管局部已开裂,并贯穿整个壁厚,贯穿断口平齐,表面覆盖一层氧化皮层,并可见明显冲刷痕迹,断口两侧局部可见相互平行的弧形花样;断口表面存在明显的贝壳纹和微观疲劳辉纹,裂纹源区位于外表面密封板拼口处根部,由外表面向内表面扩展。
采用扫描电镜附带的能谱仪对未清洗断口处的腐蚀产物层进行能谱分析,结果如图4所示。未贯穿部位腐蚀产物层主要为铁和氧元素,同时还存在少量碳、钙、锰等元素。贯穿部位腐蚀产物层主要为铁和氧元素,并含有少量碳、磷、硫、锰等元素。可见腐蚀产物层更多的是高温氧化产物,并未形成腐蚀性较强的硫酸盐或者氯化腐蚀物。对母材内表面氧化皮厚度进行测量,测得氧化皮最大厚度不大于50 μm,并未显示明显的氧化皮。
开裂位置为折焰角斜坡水冷壁密封板拼口处,裂纹沿密封板角焊缝向水冷壁管焊趾扩展,止裂于水冷壁向火侧母材。断口整体呈锈红色与黑色交错,表面有明显冲刷痕迹,断面由外向内呈弧形扩展,未见明显的腐蚀减薄和胀粗现象。常温力学性能测试和化学成分分析结果表明,母材和焊缝性能均符合标准要求。开裂位置母材、焊缝横截面显微组织均为铁素体+珠光体,珠光体球化级别约为1.5级,组织正常。在母材与密封板角焊缝中间存在未熔合区,未熔合区附近可见沿厚度方向由管外表面向内扩展的裂纹,内有氧化物填充。断口处可见明显的贝壳纹和微观疲劳辉纹,裂纹源区位于外表面密封板拼口处根部,由外表面向内表面扩展。在断口内表面处可见氧化产物层,产物主要为铁和氧元素,同时具有少量碳、磷、硫、锰等元素,并未发现腐蚀性较强的硫酸盐或者氯化物。
综上分析,水冷壁爆管是由于密封板根部焊接后存在未熔合缺陷,并导致应力集中,在温差热应力和疲劳应力的综合作用下,形成疲劳裂纹并最终发生开裂爆管。母材与密封板角焊缝存在未熔合区,引起严重的应力集中,在该位置形成峰值应力[12]。锅炉启停或载荷频繁波动引起水冷壁管剧烈振动,同时折焰角区域受烟气冲刷,密封板与水冷壁管局部存在较大温差,形成循环热应力[13],在未熔合区形成疲劳源区,在持续的疲劳应力和热应力作用下,管壁裂纹不断扩展,并在断口出现二次裂纹[14]。疲劳裂纹在裂纹源区形成,并向内表面扩展,最终穿透管壁,导致管泄漏。
水冷壁管爆管泄漏的原因是密封板根部存在未熔合区,引起应力集中,在锅炉启停及载荷波动,以及烟气冲刷作用下萌生疲劳裂纹,裂纹由外表面扩展到内表面,形成贯穿裂纹。针对该爆管事故,建议采取以下措施来保障锅炉的安全运行。
(1)提高现场焊接接头质量和无损检测要求,根据DL/T 869—2021标准要求制定焊接工艺文件并严格执行,采用射线和表面检测等方法提高焊接缺陷的检出能力。
(2)对水冷壁密封板焊接过程中产生的尖锐缺口、沟槽、毛刺等导致的局部应力集中位置进行打磨,并进行表面无损检测,避免出现应力集中现象。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号