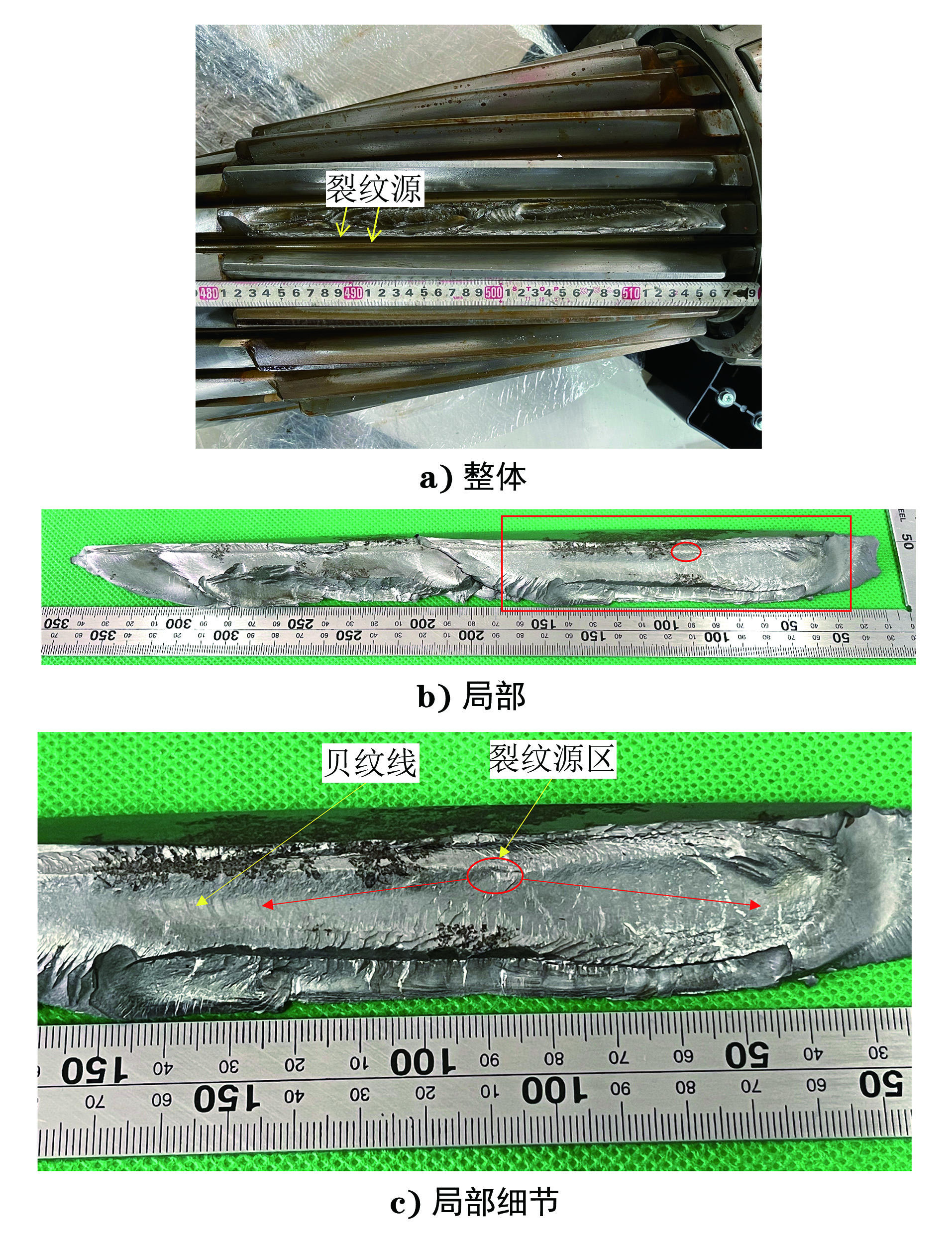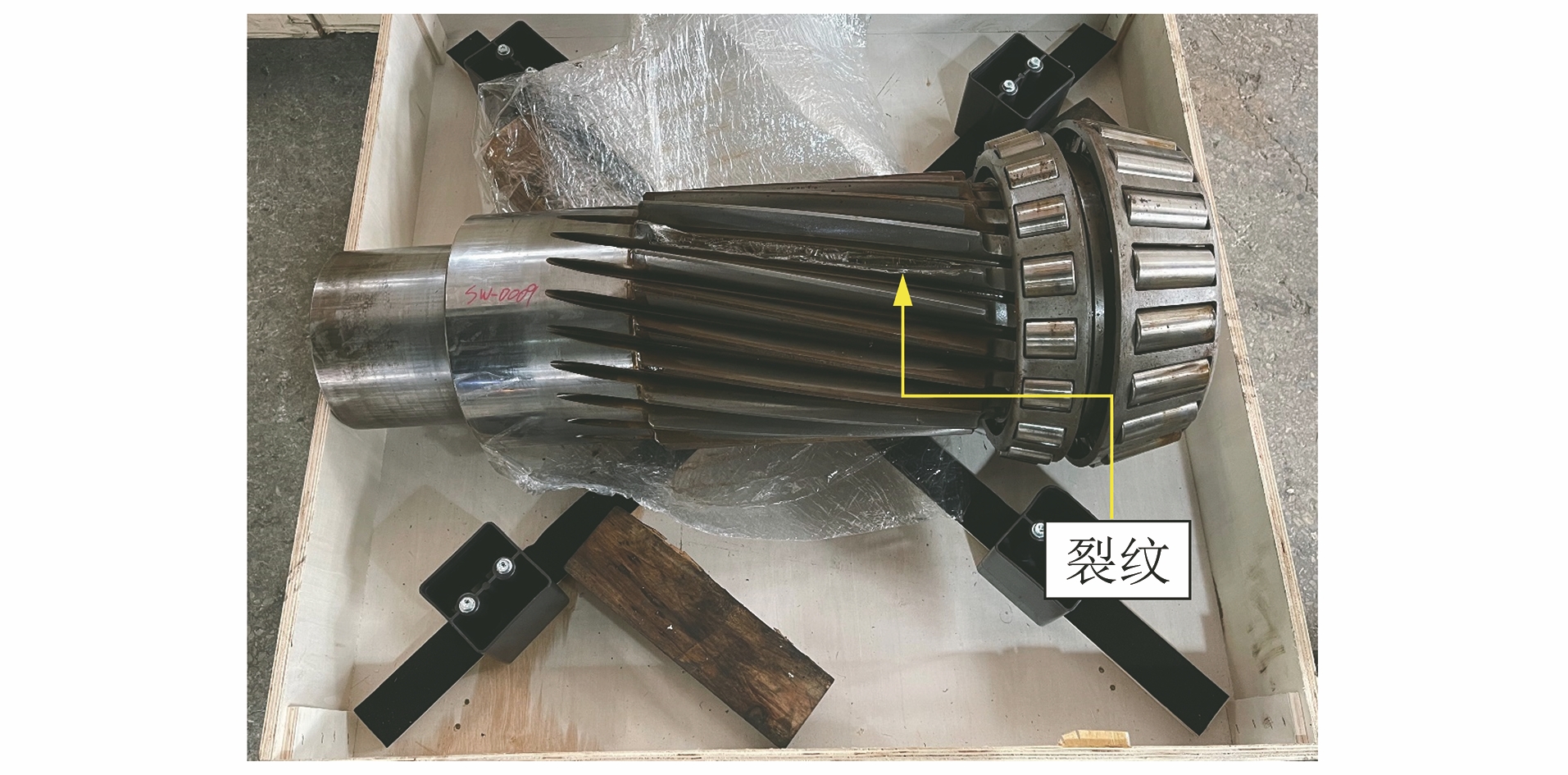
图 1 中齿轴宏观形貌

某船用齿轮箱在运行时发生中断,停机拆解后发现齿轮中齿轴断齿,其材料为18CrNiMo7-6,主要生产工艺为:锻造→滚齿→热处理→磨齿→酸洗,其渗碳处理要求参照ISO 6336-5:2016 《正齿轮和斜齿轮载荷能力的计算 第5部分:材料的强度和质量》MQ级。笔者采用宏观观察、化学成分分析、扫描电镜(SEM)和能谱分析、硬度测试和金相检验等方法分析了齿轮断齿的原因,以防止该类问题再次发生。
中齿轴宏观形貌如图1所示。由图1可知:该中齿轴有1条断齿,其他部位的齿均无开裂或严重磨损等现象。
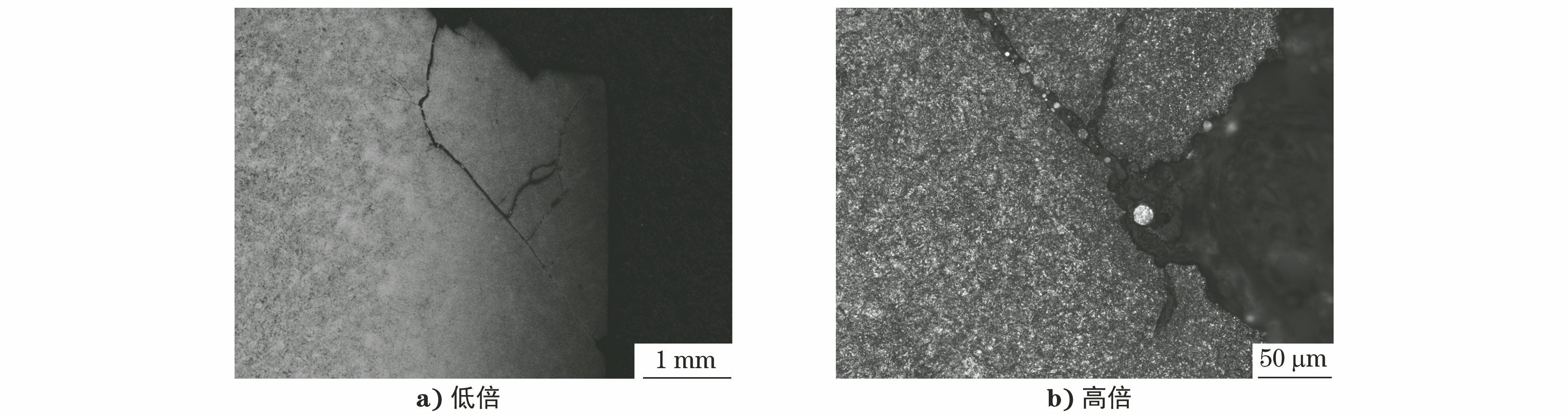
截取中齿轴的断齿部位,断口宏观形貌如图2所示。由图2可知:扩展区可见疲劳贝壳纹,收敛方向指向裂纹源区。裂纹扩展方向如图2中箭头所示。
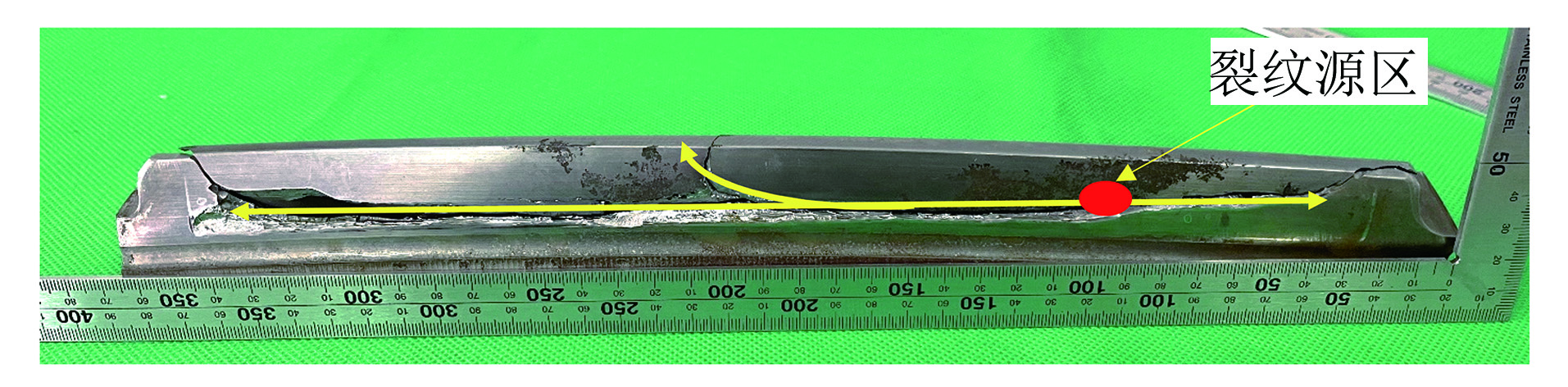
中齿轴断裂部位齿面宏观形貌如图3所示。根据裂纹源位置以及分叉法原理可以绘制出整个断齿的裂纹扩展方向,如图3中黄色箭头所示。中齿轴断裂性质为疲劳断裂,裂纹起源于齿部位次表面。
在中齿轴上截取试样,并对试样进行化学成分分析,结果如表1所示。由表1可知:中齿轴的化学成分符合EN 10084—2008 《渗碳钢-交货技术条件》对18CrNiMo7-6钢的要求。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Cr | Mo | |
| 实测值 | 0.17 | 0.27 | 0.67 | 0.011 | 0.001 | 1.50 | 1.65 | 0.27 |
| 标准值 | 0.15~0.21 | ≤0.40 | 0.50~0.90 | ≤0.025 | ≤0.035 | 1.40~1.70 | 1.50~1.80 | 0.25~0.35 |
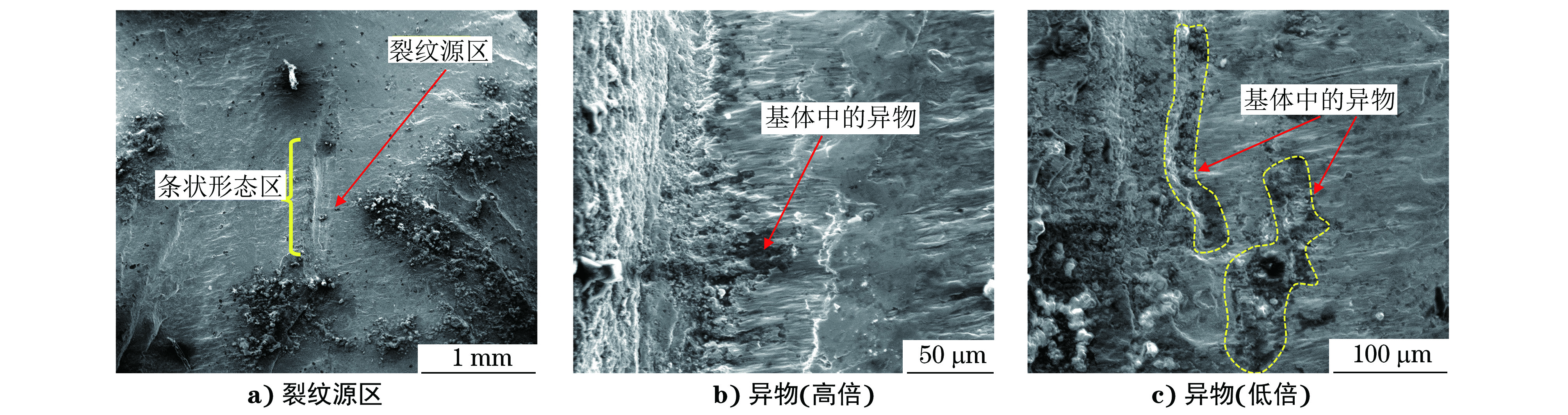
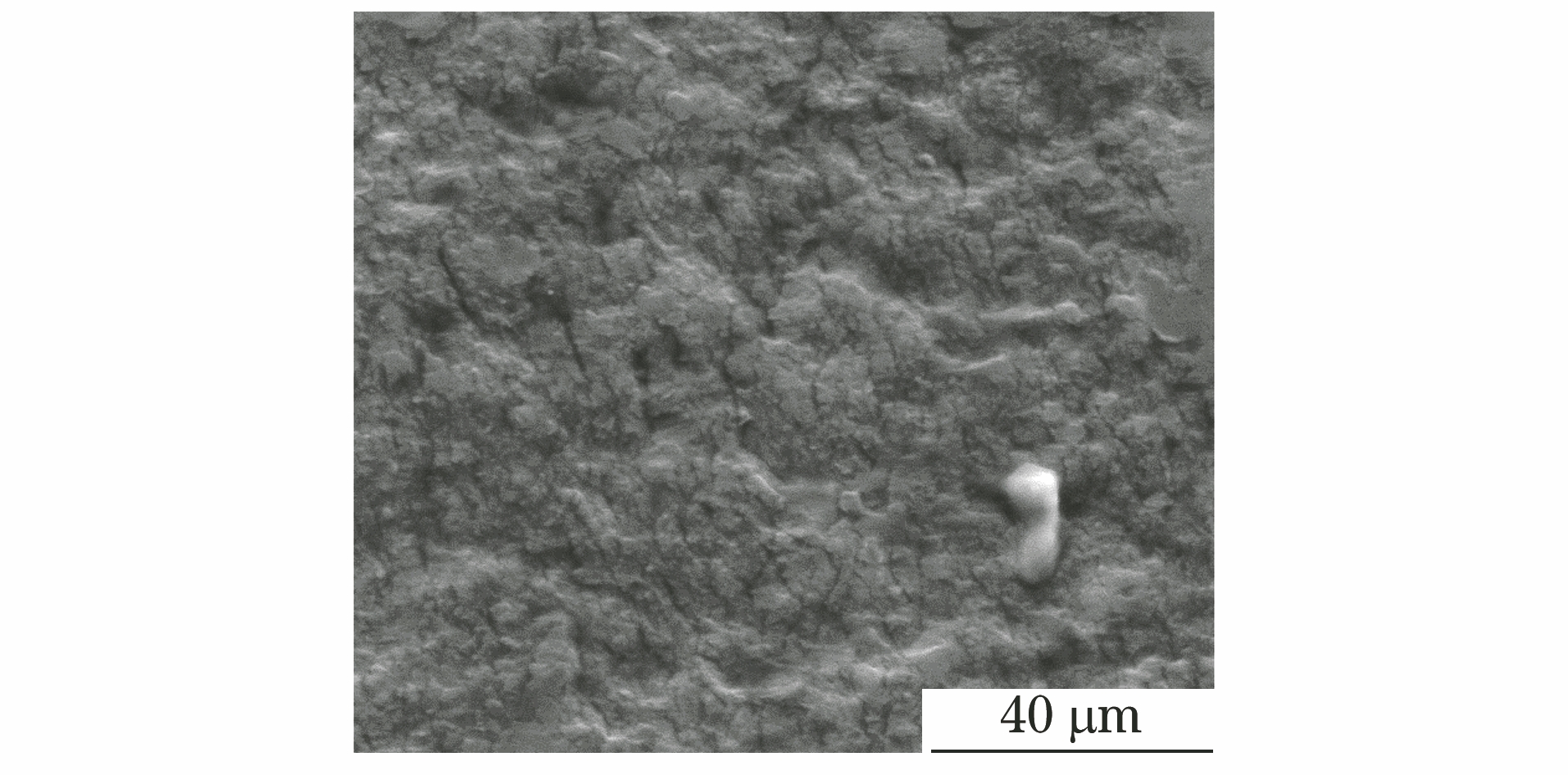
将断口试样用超声波清洗,再将其置于扫描电子显微镜下观察,裂纹源区SEM形貌如图4所示。由图4可知:裂纹源区呈轴向分布的条状形态,长度约为1 mm;该条状形态区域内可见异物。
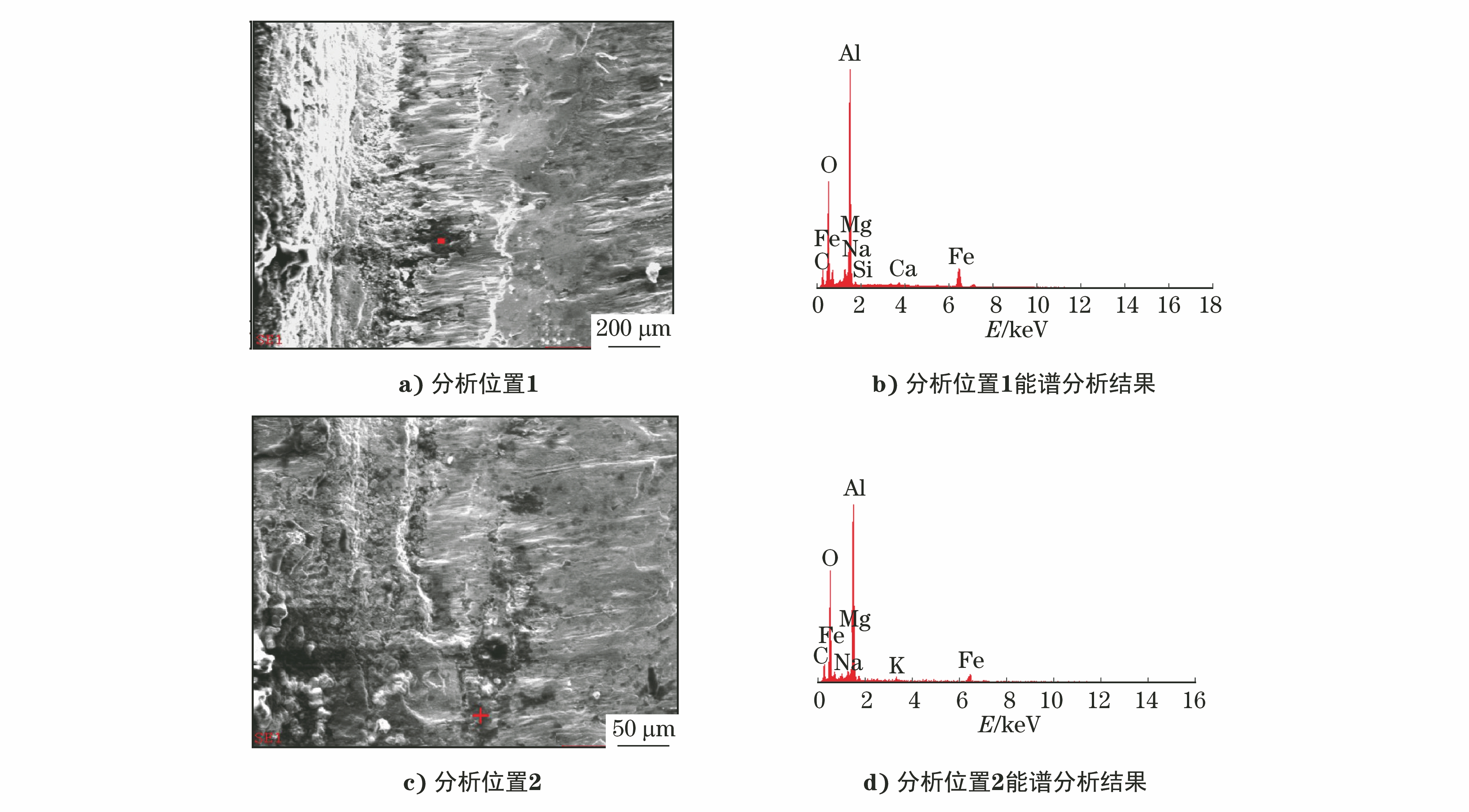
采用能谱仪对异物进行分析,结果如图5所示。由图5可知:基体中的异物主要为Al2O3夹渣。
疲劳扩展区SEM形貌如图6所示。由图6可知:扩展区存在疲劳辉纹及大致平行的二次裂纹,符合疲劳断裂的微观形貌特征。
垂直于齿面的剖面截取试样,将试样镶嵌、磨抛后,置于显微硬度计上进行测试,采用9.807 N对齿面淬硬层硬度进行测定,结果如表2所示。根据ISO 6336-5:2016,试样齿面淬硬层深度为2.26 mm。表面硬度及渗碳层深度均符合ISO 6336-5:2016标准要求。
| 项目 | 与表面距离/mm | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.1 | 0.3 | 0.5 | 0.7 | 0.9 | 1.1 | 1.3 | 1.5 | 1.7 | 1.9 | 2.1 | 2.2 | 2.3 | |||
| 实测值 | 686 | 676 | 668 | 662 | 651 | 649 | 636 | 629 | 621 | 582 | 574 | 555 | 547 | ||
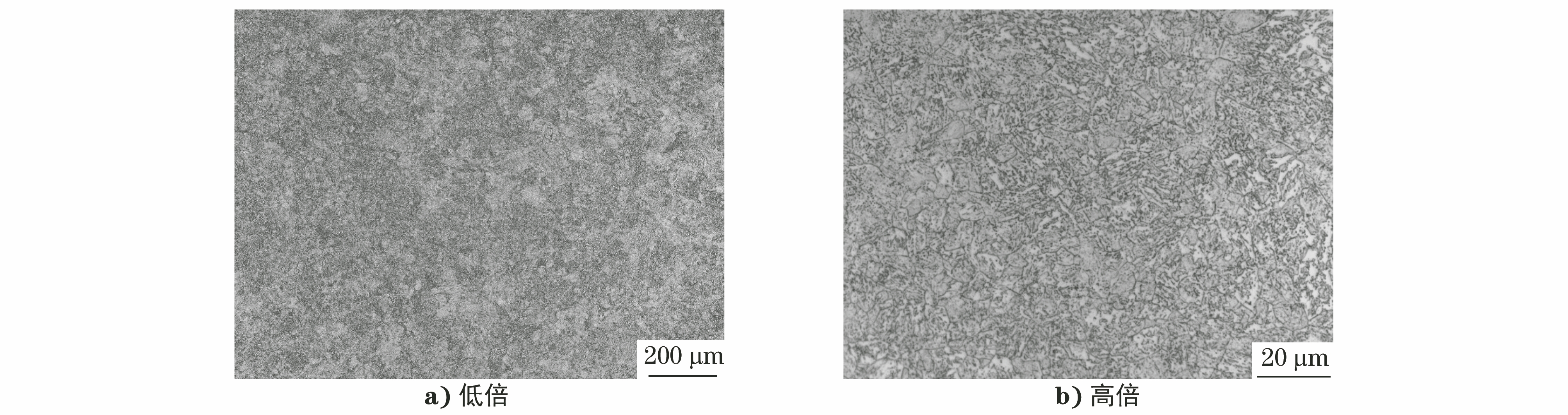
用化学试剂腐蚀试样,再将试样置于光学显微镜下观察,结果如图7,8所示。由图7,8可知:试样断口处表面显微组织为细针状马氏体+残余奥氏体+弥散点粒状分布的碳化物(见图7);心部显微组织为低碳马氏体+贝氏体(见图8)。
齿轴的化学成分符合EN 10084—2008对18CrNiMo7-6钢的要求,其渗碳层符合ISO 6336-5:2016标准中MQ级的技术要求。表面显微组织为细针状马氏体+残余奥氏体+弥散点粒状分布的碳化物;心部显微组织为低碳马氏体+贝氏体,显微组织符合热处理工艺及ISO6336-5:2016标准要求,无异常。
由断口的宏观形貌可知,中齿轴断裂性质为疲劳断裂,裂纹起源于次表面。由断口的SEM及能谱分析结果可知,裂纹源处存在Al2O3夹渣。在中齿轴实际运行过程中,齿次表面分布的Al2O3夹渣破坏了材料的连续性[1],因此在交变载荷的作用下,夹渣缺陷处裂纹发生疲劳扩展,最终导致中齿轴断齿。
中齿轴的化学成分、渗碳层硬度和心部组织均符合相关技术要求。裂纹源区的基体中存在异物,异物主要为Al2O3夹渣,夹渣分布在中齿轴的次表面,在中齿轴工作时的交变应力作用下,材料萌生微裂纹,微裂纹疲劳扩展,最终导致中齿轴疲劳断裂。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号