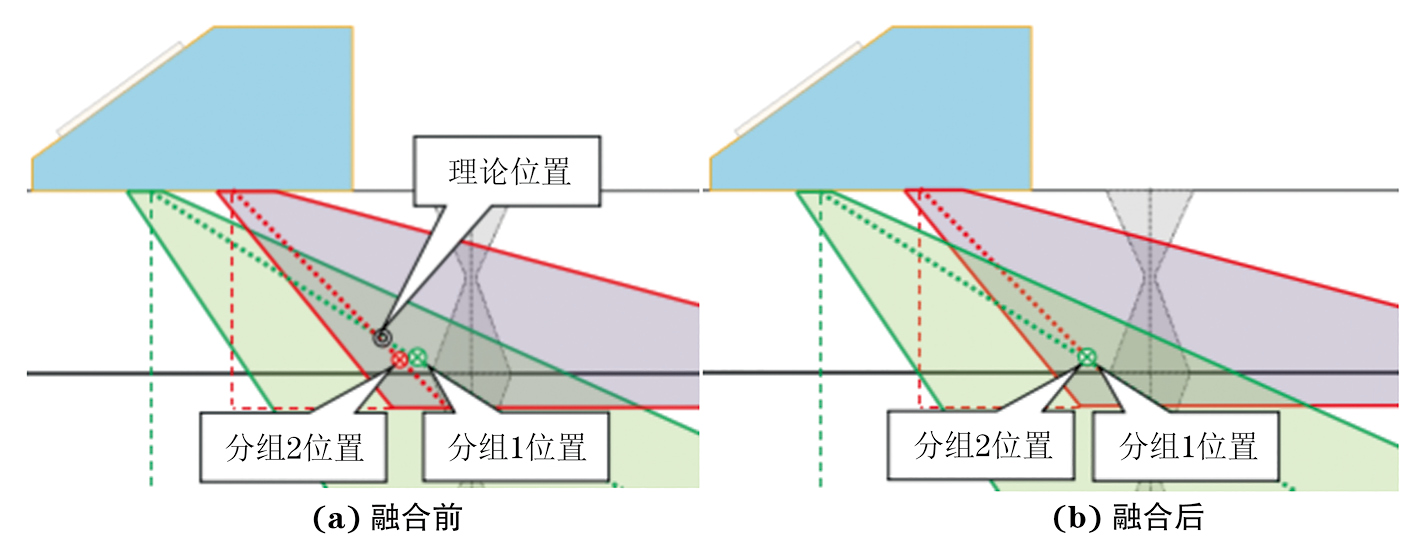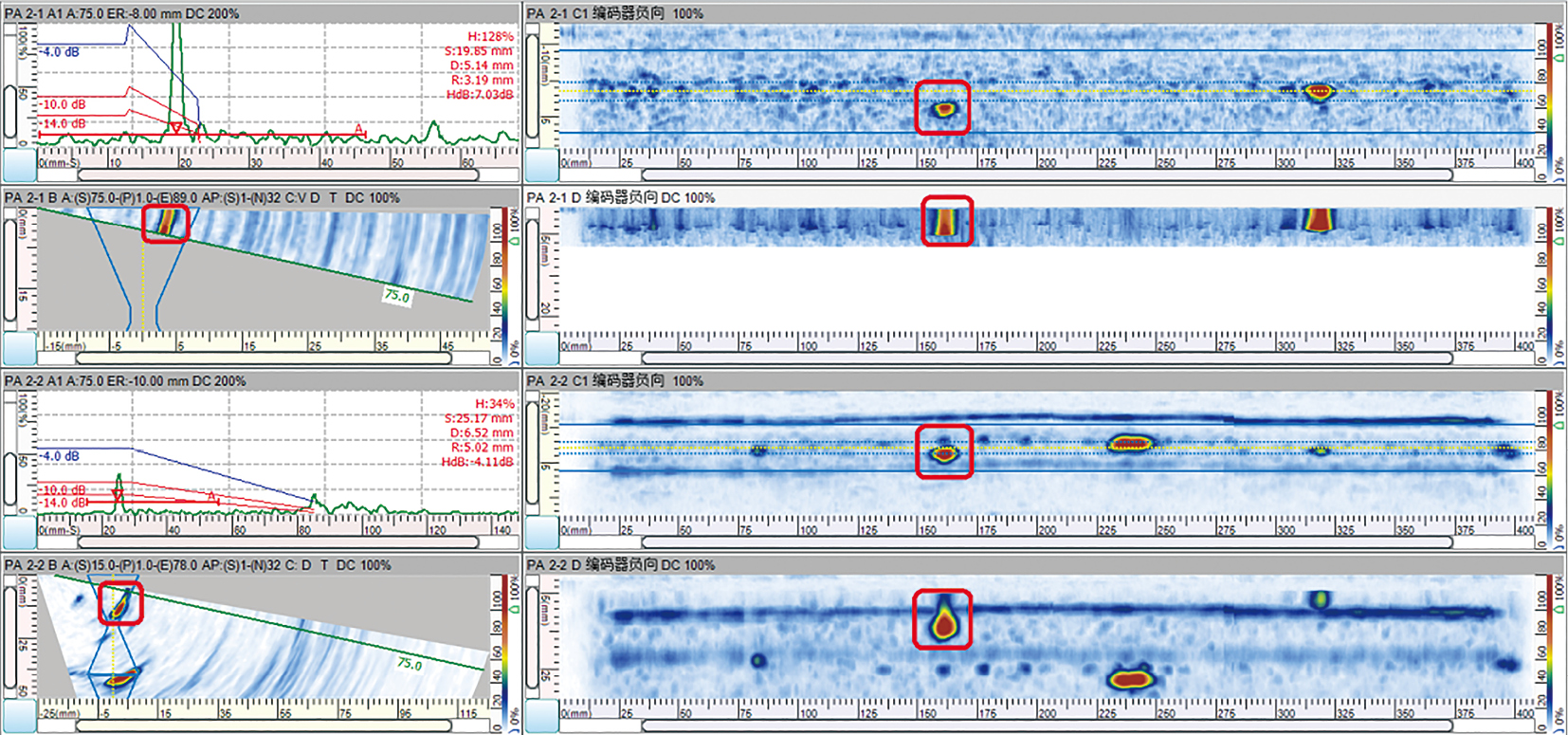
图 1 同侧分组检测图像和采用像素级融合后的图像

奥氏体不锈钢具有良好的室温和低温韧性、焊接性、耐蚀性及耐热性等特点,被广泛应用于船舶、石油化工和核电等行业。相对于普通钢材,奥氏体不锈钢焊缝组织不均、晶粒粗大,具有明显的各向异性,对常规超声具有强烈的散射、衰减和扭曲作用,导致常规超声检测存在灵敏度变化大、信噪比低、定位偏差等问题,特别是较大厚度奥氏体不锈钢焊缝的检测难度大,多年来一直是无损检测行业的一个难题。随着新型相控阵超声探头的推出,采用相控阵超声双晶线阵或面阵探头,利用声束在三维空间的偏转和聚焦灵活性等功能配合新的无损检测工艺(即采用纵波检测焊缝内部和底部区域、爬波检测焊缝近表面区域的分组检测方法),可以较好地解决此难题。由于采用多个分组检测,形成多个检测图像,故需要对各个分组检测图像分别进行测量评定,这种评定方式存在以下几个问题:① 焊缝中同一个缺陷可能存在于多个分组超声检测图像中,导致对同一个缺陷重复评定;② 各个分组参数差异或者探头在检测过程中楔块磨损程度不一样,导致同一个缺陷的图像错位;③ 各个分组参数或探头差异使得缺陷的检测灵敏度不一致,导致对同一个缺陷的大小评定存在差异。
笔者提出一种相控阵超声检测图像融合技术,可以将多个分组检测图像通过配置进行空间对齐和合并,再对同一个缺陷在各个分组的检测灵敏度差异进行归一化,解决了缺陷错位和大小不一的问题。通过融合图像可对缺陷进行精确测量、定位和评估,为检测结果的可靠性提供有力支持。
相控阵超声检测图像融合技术是一种先进的图像处理技术,结合了相控阵超声成像和图像融合两种技术,其包括图像配准、图像融合算法的处理。图像配准是指将多个分组的图像进行空间对齐,以确保融合后的图像在空间上具有一致性。图像融合算法则根据实际应用场景的差别,选择合适的融合算法以获得最佳的融合效果,其融合的方法可分为像素级和特征级两种。
像素级融合方法原理为:忽略各个分组图像缺陷检测灵敏度和位置的差异,直接将多个分组的相控阵超声检测图像通过像素融合变换为一个图像。其运行流程如下。
(1) 根据声线模拟图,以焊缝中心为0位置计算各个分组图像的起点位置坐标。
(2) 根据各个分组的显示分辨率和显示范围,计算融合后图像分辨率以及图像显示范围。
(3) 根据实际融合图像的像素位置,判断各个分组原始图像匹配目标位置的像素位置。
(4) 当融合图像上同一个像素位置存在多个原始分组图像像素位置时,取多个位置中最大波幅值为融合图像上像素的位置值。
(5) 对融合后的图像根据工件厚度再次进行叠加融合,得出最终融合图像。
同侧分组和双侧分组检测的图像及其采用像素级融合后的图像如图1,2所示。
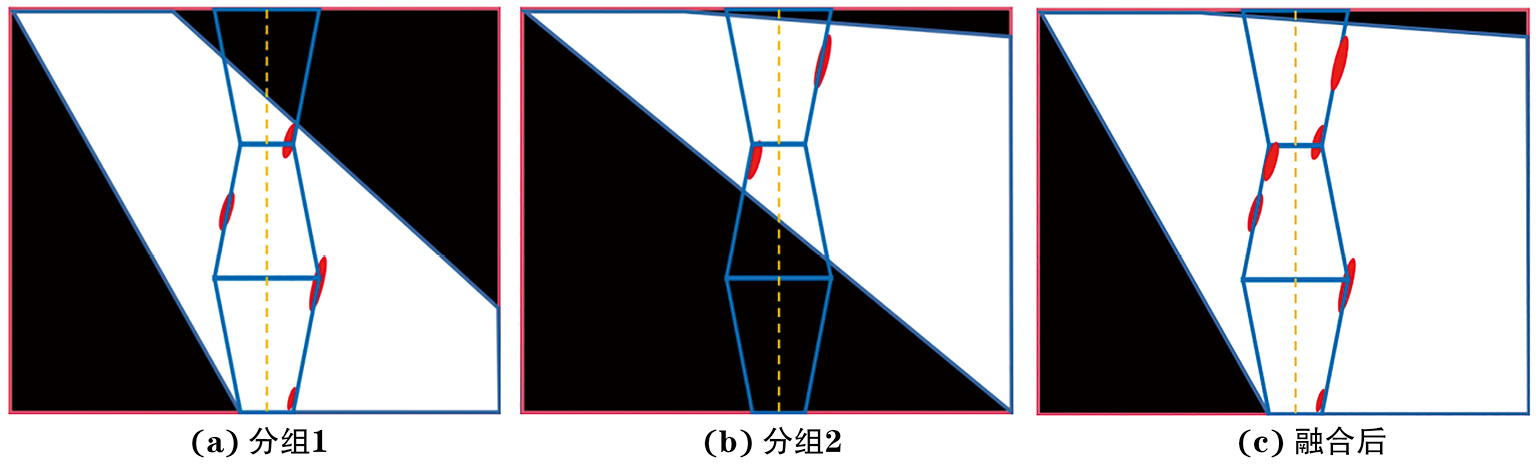
特征级融合方法原理为:将多个分组检测图像中发现的同一个缺陷位置进行修正和检测灵敏度归一化后,再进行图像融合,其实施方法采用作者所在团队已经授权的发明专利[1]。特征级图像融合方法的实施过程如图3所示, 运行流程分为以下几步。
(1) 根据声线模拟图,分别计算分组1和分组2声线有效区域深度范围;每个声线线段两两进行交点计算,求相交的扫描线组公式及对应交点的声程。
(2) 根据相交的扫描线组对,获取与超声B扫描图像相对应的A型回波,在理论相交点声程位置前后预留一定范围搜索最高回波,取所有扫描线组中最高波所在组对,并获取该组对中各个分组的波幅值。
(3)当波幅值超过指定波幅阈值,以最高波波幅-6 dB作为最终条件获取回波的范围值,并分别计算各个分组中最高波的中心位置。
(4) 根据各个分组中心位置声程计算中心位置所在的深度位置以及宽度位置。
(5) 如图3所示平移B扫描图像,使得分组1和分组2检测图像上中心位置的深度和宽度位置均位于融合后图像的同一个位置处。
(6) 根据相交组对最高波波幅的数值以及直线公式对两个分组的图像进行灵敏度归一化。
检测对象为316L奥氏体不锈钢焊缝试块,其内部设置有4个人工模拟缺陷,试块厚度为40 mm,坡口类型为X型。焊缝试块人工缺陷信息如表1所示。
| 缺陷名称 | 缺陷位置 | 缺陷长度 | 缺陷高度 | 缺陷深度 |
|---|---|---|---|---|
| #1未焊透 | 76 | 9 | 3 | 19 |
| #2未熔合 | 156 | 9 | 5 | 10 |
| #3夹渣 | 236 | 9 | 4 | 28 |
| #4上表面开口槽 | 319 | 6 | 3 | 3 |
根据标准NB/T 47013.15—2021《承压设备无损检测 第15部分 相控阵超声检测》附录Ⅰ 《资料性,奥氏体不锈钢对接接头相控阵超声检测方法和质量分级》,采用笔者团队自主研发的双晶面阵相控阵探头和SyncScan32PT型超声成像检测仪及专用软件,用纵波和爬波分两组对奥氏体不锈钢焊缝进行检测。
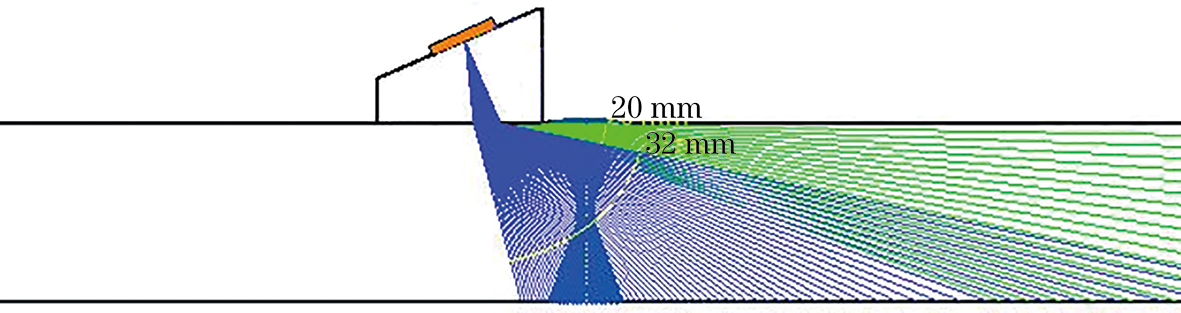
奥氏体不锈钢对接接头的相控阵超声检测声线模拟结果如图4所示,参考SyncScan 32PT型超声成像检测仪的板材对接焊缝检测向导,选用4.0DM16*2-1.0-3.0型双晶面阵相控阵探头配套D16N60L-FD30-Ⅰ型纵波双晶楔块,采用两组扇扫的检测工艺进行检测,其参数设置如表2所示,分组1通过爬波覆盖焊缝近表面区域,分组2通过1次纵波覆盖焊缝内部及底部区域。
| 分组 | 起始角度 | 结束角度 | 波型 | 覆盖位置 |
|---|---|---|---|---|
| 1 | 70° | 89° | 爬波 | 焊缝表面区域 |
| 2 | 15° | 78° | 1次纵波 | 焊缝内部及底部区域 |
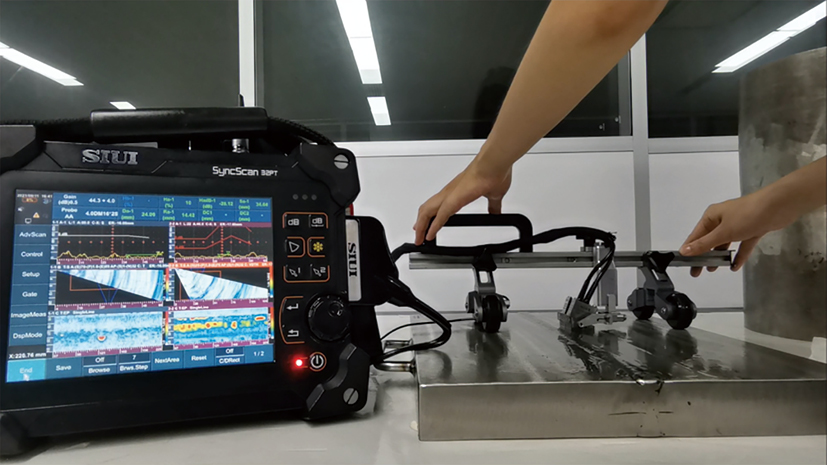
根据以上工艺,准备好探头、楔块、校准试块、焊缝模拟试块,在仪器上设置参数并进行校准,然后采用TSE系列扫查架以纵向垂直扫查方式对焊缝试块进行扫查,获取相控阵超声多个分组检测图像,检测设备实物如图5所示。
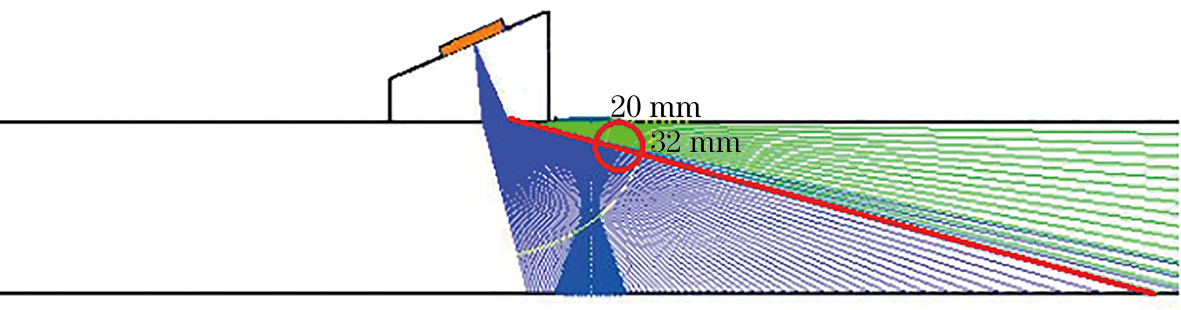
查看超声声线模拟结果,#2缺陷的位置如图6中圆圈所示,可见两个分组均能检测发现缺陷。
笔者分别采用分组1和分组2的检测图像及像素级和特征级融合的图像评定#2缺陷。
分组1(上)和分组2(下)的相控阵超声检测图像标记结果如图7所示,方框内为#2缺陷的B/C/D扫描结果,分组图像的缺陷评定结果如表3所示,结果表明,两个分组检测的同一个缺陷,其位置和大小存在差异。
| 分组 | 缺陷位置 | 缺陷长度 | 缺陷高度 | 缺陷深度 |
|---|---|---|---|---|
| 1 | 157 | 8 | 7 | 7 |
| 2 | 157 | 8 | 4 | 9 |
按1.1节像素级图像融合的运行流程对图7进行融合,其结果如图8所示,方框内为#2缺陷的B/C/D扫描结果,像素级融合图像的缺陷评定结果如表4所示,结果表明2#缺陷的大小和位置均发生了较大偏离,影响定位和定量的准确度。
| 缺陷位置 | 缺陷长度 | 缺陷高度 | 缺陷深度 |
|---|---|---|---|
| 157 | 8 | 9 | 9 |
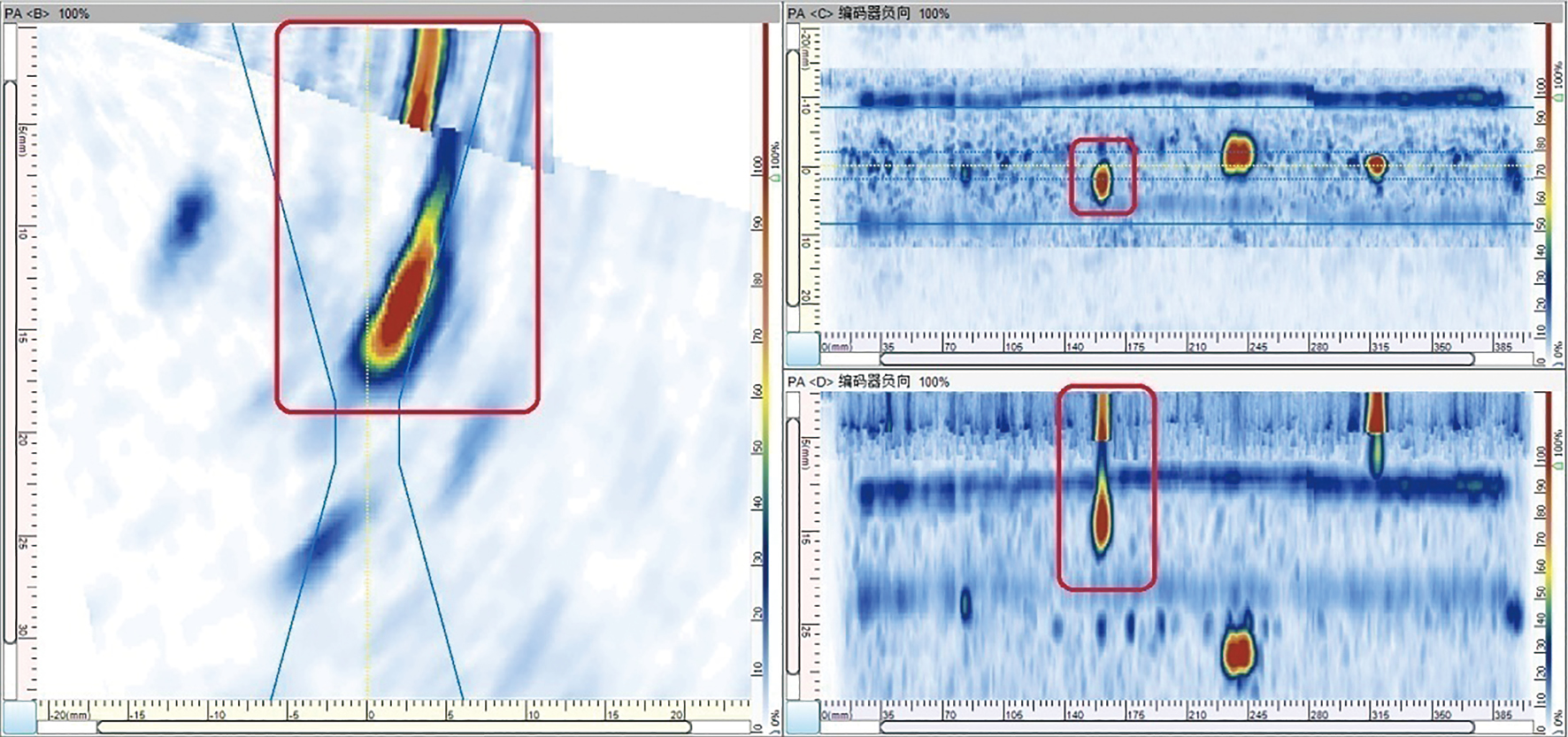
按1.2节特征级图像融合的运行流程对图7进行融合,其结果如图9所示,方框内为#2缺陷的B/C/D扫描结果,特征级融合图像的缺陷评定结果如表5所示,结果表明2#缺陷的大小和位置的评定结果比较接近缺陷实际值。
| 缺陷位置 | 缺陷长度 | 缺陷高度 | 缺陷深度 |
|---|---|---|---|
| 157 | 8 | 5 | 10 |
综上,对于多个分组检测图像,评定时可能出现同一个缺陷的定位和定量差别,难以取舍;对于像素级融合的图像,同一个缺陷在融合后会出现图像错位,评定时会产生较大的定位和定量误差;对于特征级融合的图像,同一个缺陷在融合后缺陷图像自然真实,保证了缺陷定位定量的准确性。故特征级图像融合方法最佳。
提出了一种特征级相控阵超声检测图像融合技术,其对多个分组检测图像中的同一个缺陷进行位置修正并按一定规则对检测灵敏度进行归一化后,将多个分组的检测图像进行融合。试验结果表明,融合后的缺陷图像自然真实,保证了缺陷定位定量的准确性,提高了检测图像的评定效率和质量。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号