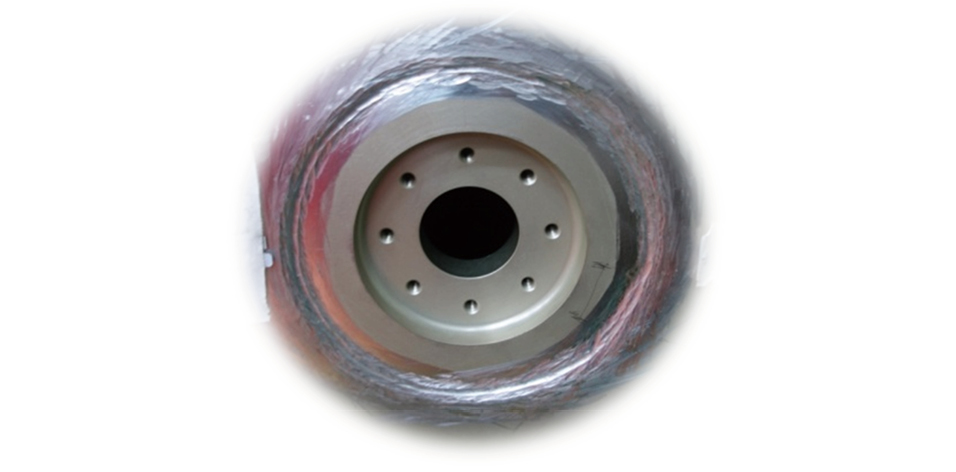
图 1 2219铝合金法兰宏观形貌

2219铝合金属于Al-Cu-Mn系可变形强化、热处理强化的高强度硬质铝合金[1],该铝合金具有热裂纹倾向低、断裂韧度高、质量小、低温性能好等优点,被广泛应用于航空航天领域[2]。
在对某型号箱底壁板2219铝合金法兰进行焊接后的射线检测时,发现其焊缝区域位于疑似裂纹的条状缺陷,条状缺陷位于焊缝的热影响区,与焊缝夹角约为90°。该法兰为铝锻件,热处理状态为淬火+人工时效,最大外径为170 mm,最大高度为40 mm,与法兰连接的壁板材料为2219铝合金,连接方式为两面三层焊,手工焊接。笔者采用宏观观察、化学成分分析、力学性能测试、金相检验、扫描电镜(SEM)和能谱分析等方法对裂纹产生的原因进行分析,并提出改进措施,以防止该类问题再次发生。
2219铝合金法兰的宏观形貌如图1所示,其中白亮色区域为人工打磨区域。2219铝合金法兰焊缝条状缺陷的宏观形貌如图2所示,圆框中为条状缺陷。由图2可知:疑似裂纹的条状缺陷位于焊缝热影响区,呈弯曲的线条状,条状缺陷与焊缝垂直,未发现明显的冶金缺陷。
在法兰锻件的条状缺陷附近取样,并对试样进行化学成分分析,结果如表1所示。由表1可知:法兰锻件的化学成分满足GB/T 3190—2020 《变形铝及铝合金化学成分》对2219铝合金的要求。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Zn | Ti | V | Zr | Al | |
| 实测值 | 0.16 | 0.19 | 6.0 | 0.28 | 0.01 | 0.02 | 0.06 | 0.12 | 0.16 | 余量 |
| 标准值 | ≤0.20 | ≤0.30 | 5.8~6.8 | 0.20~0.40 | ≤0.02 | ≤0.10 | 0.02~0.10 | 0.05~0.15 | 0.10~0.25 | 余量 |
在法兰锻件条状缺陷附近截取试样,并对试样进行布氏硬度测试。试样的布式硬度测试结果为121 HBW10/1 000,测试结果满足GJB 2057—1994 《航天用LY19铝合金锻件规范》对2219铝合金的要求(标准布式硬度不小于100 HBW10/1 000)。
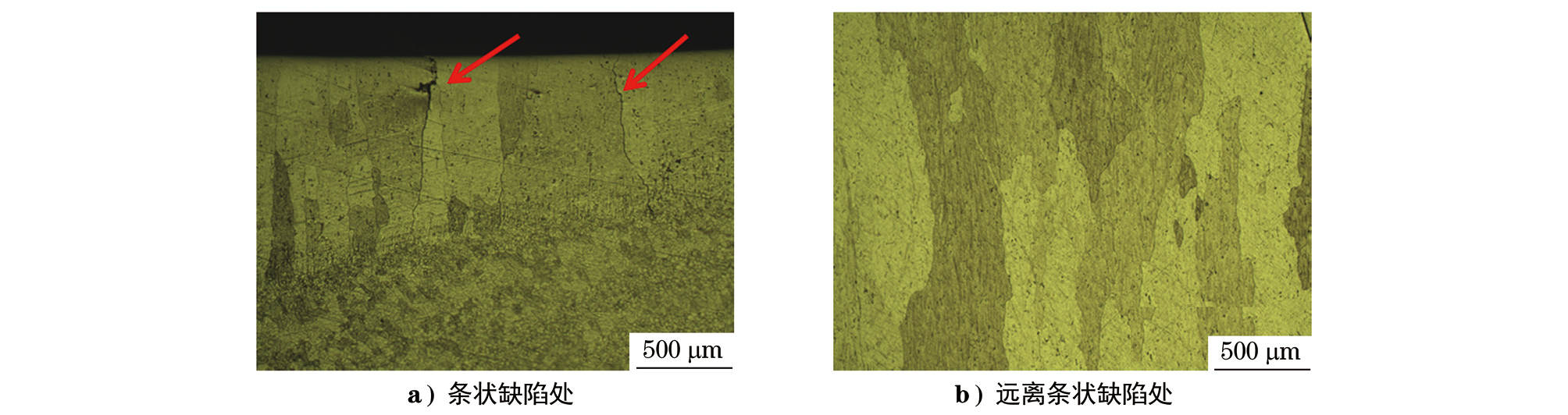
在条状缺陷处截取试样,将试样镶嵌、磨抛、腐蚀后,再将其置于光学显微镜下观察,结果如图3所示。由图3可知:法兰焊缝热影响区的显微组织为不同晶粒取向的α(Al)基体和弥散分布于α基体中的θ相,部分α相晶粒存在晶界加粗的现象[见图3a)],条状缺陷沿着加粗的晶界萌生并扩展;远离条状缺陷部位的显微组织无晶界加粗现象[见图3b)]。
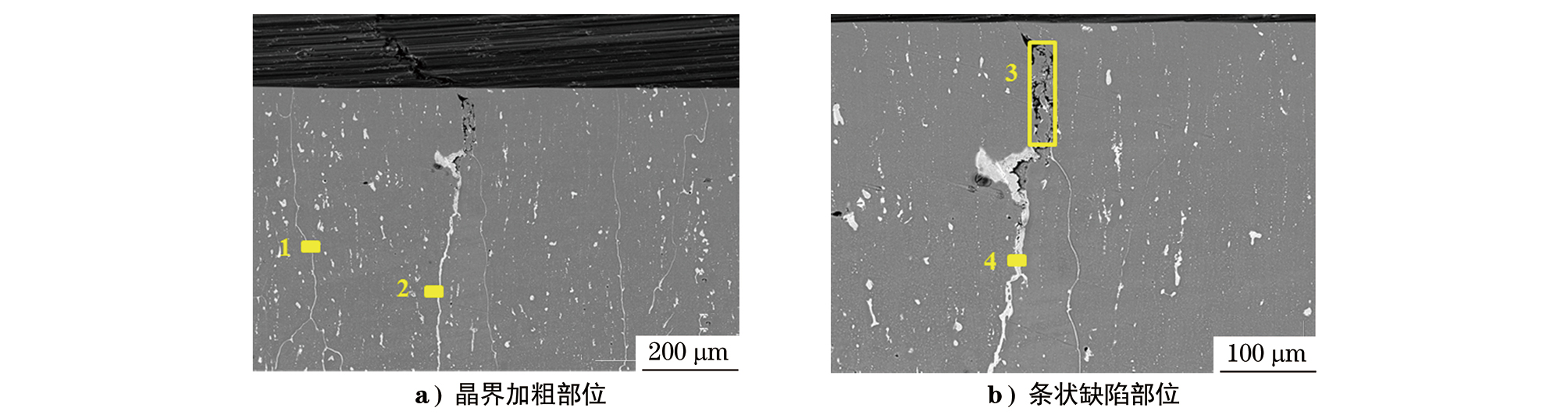
采用扫描电镜及其配备的能谱仪对晶界加粗和条状缺陷部位进行能谱分析,能谱分析位置如图4所示,能谱分析结果如表2所示。由表2可知:晶界加粗部位的主要成分为Al、Cu元素,条状缺陷部位的主要成分为Al、Cu元素和少量Fe元素,说明晶界加粗部位含有Al2Cu相(θ相),条状缺陷部位含有Al2Cu相和少量Al7Cu2Fe相,同时条状缺陷部位存在氧化痕迹。α(Al)相中Cu元素的极限固溶度为5.65%,但2219铝合金中Cu元素质量分数为6.11%,可知其显微组织中存在一定量的Al2Cu相(θ相)。2219铝合金法兰焊接过程中的持续高温使分布于晶界的低熔点Al2Cu相(θ相)和Al7Cu2Fe相熔化,造成晶界局部复熔,从而引起晶界加粗,局部晶界复熔会使材料的强度、韧性与疲劳性能急剧降低,在外加载荷的作用下,晶界复熔处首先形成裂纹(即显微组织中的条状缺陷),使得该法兰承受载荷的能力大大降低[3-5]。
| 测试位置 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| Al | Cu | Fe | O | Mn | Si | |
| 1 | 95.4 | 4.6 | — | — | — | — |
| 2 | 60.4 | 35.1 | — | 4.5 | — | — |
| 3 | 55.1 | 34.3 | 6.0 | 2.4 | 1.9 | 0.3 |
| 4 | 75.2 | 22.7 | 0.5 | 1.6 | — | — |
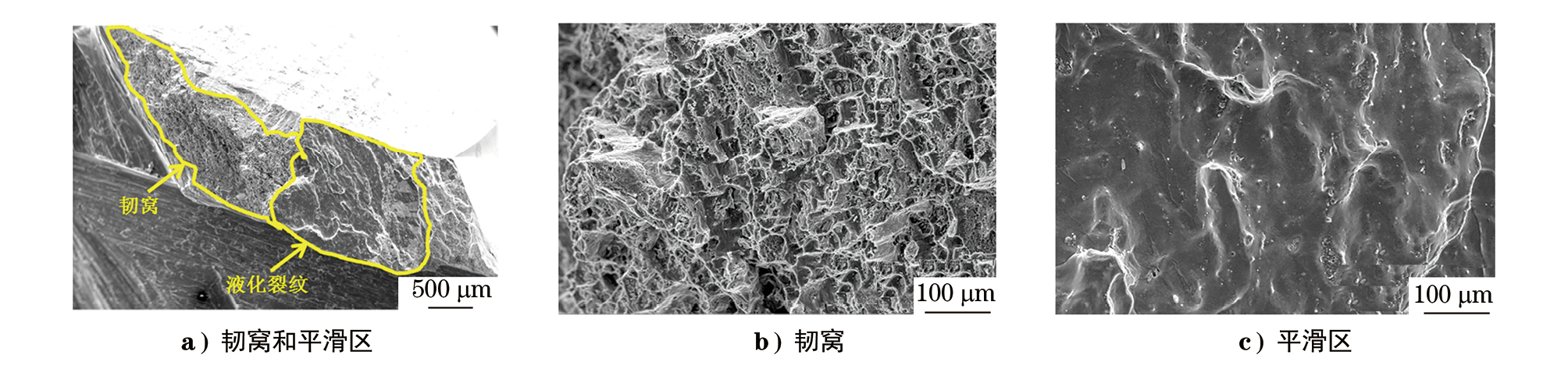
使用外力将试样沿条状缺陷掰开,断口由暗灰色区域和光亮区域组成,断口表面未见明显的夹杂物等冶金缺陷。
将断口置于SEM下观察,结果如图5所示。由图5可知:暗灰色区域为粗糙的韧窝,光亮区域为平滑的表面;粗糙的韧窝区是在外力作用下新生成的,且在外力作用下,新生的断口无疏松、夹杂等冶金缺陷,韧窝尺寸较为均匀;平滑表面区发生晶间液化,这是因为2219铝合金法兰焊接过程中的持续高温使分布于晶界的Al2Cu相(θ相)和Al7Cu2Fe相熔化。晶界液化使材料的承载能力降低,在结构应力和热应力的共同作用下,液化晶界出现分离,即断口宏观形貌中的光亮区域对应显微组织中的条状缺陷处。
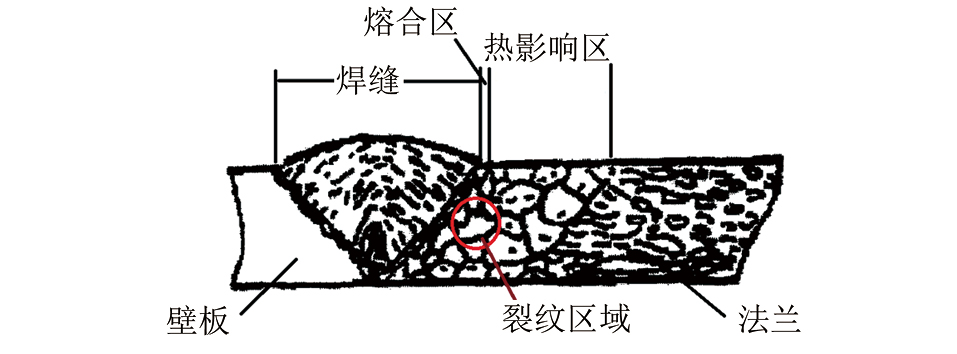
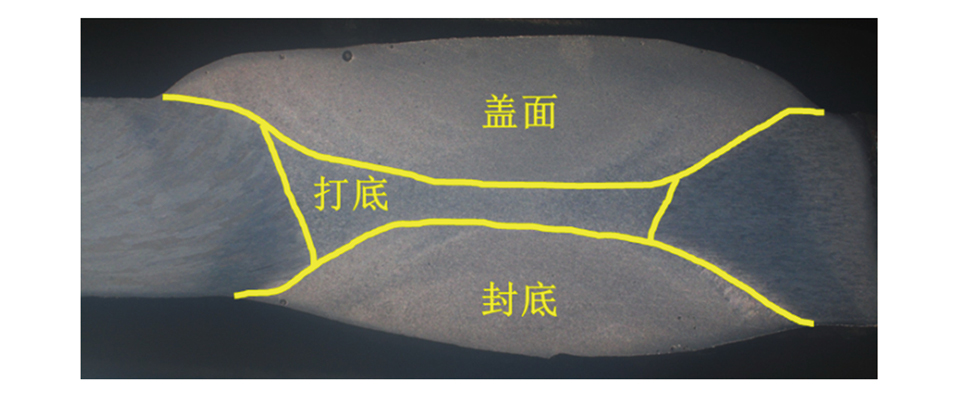
该箱底壁板-法兰焊接接头主要包括焊缝、熔合区、热影响区等部分,裂纹发生在靠法兰一侧熔合区附近,焊接接头结构如图6所示。
焊缝金属在凝固时以母材晶粒为表面向焊缝中心生长,因此熔合线是熔化区和非熔化区的边界,焊缝边缘晶粒粗大,是接头的薄弱环节。该法兰焊接工艺为两面三层焊(见图7)。由图7可知:封底焊缝与打底焊缝存在偏移,法兰侧打底焊与封底焊的熔合线重合,并多次受热,形成较深的熔池,加大了焊缝边缘附近的热量输入,使近焊缝区域分布于晶界的Al2Cu相(θ相)和Al7Cu2Fe相形成局部区域内低熔点共晶相熔化,产生晶间液化,在显微组织中表现为晶界加粗。
晶间液化会使材料的强度、韧性与疲劳性能急剧降低,在外加载荷的作用下,晶界复熔处出现分离,形成液化裂纹[6],即射线检测结果显示的条状缺陷。文献[7-10]表明:2219铝铜合金在焊接过程中存在一定的热裂倾向,主要原因就是焊缝母材近焊缝区易出现晶间液化。
该2219铝合金箱底法兰焊接工艺为两面三层焊,封底焊缝与打底焊缝存在偏移,法兰侧打底焊与封底焊熔合线重合,并多次受热,封底局部区域形成较深的熔池,加大了焊缝边缘附近的热量输入,造成局部晶间液化,在结构应力和热应力的共同作用下,液化晶界出现分离,形成液化裂纹,射线检测时可见条状缺陷。
针对上述现象,建议焊接前对材料进行预热,适当降低焊接电压与电流,增大焊接速率,从而提高焊缝线能量的均匀度,避免局部线能量过大,缩短高温停留的时间和低熔点共晶相热应力作用时间,避免在焊接热影响区产生裂纹。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号