图 1 穿孔部位宏观形貌

某油田现场输气管道环焊缝部位发生穿孔现象,孔洞直径约为30 mm,焊缝附近外壁有机械损伤痕迹。该输气管线于2015年开始服役,运行时长为8 a。笔者采用一系列理化检验方法分析了该管线环焊缝部位穿孔的原因,以避免该类问题再次发生[1-2]。
输气管道穿孔部位的宏观形貌如图1所示,焊缝内壁腐蚀后的宏观形貌如图2所示。由图1,2可知:该输气管道泄漏位置为管道下部,腐蚀产物较为密集,颜色呈红棕色,焊缝内壁存在明显的未焊透现象。
用超声波测厚仪对穿孔管段环焊缝两侧进行环向壁厚测量,环焊缝每侧的壁厚测量点为8个,均匀分布于360°环向管壁上,测量结果如表1所示。由表1可知:环焊缝两侧管子壁厚的平均值为5.20~5.21 mm,厚度偏差在GB/T 8163—2008 《输送流体用无缝钢管》规定的范围内,符合供货条件。
| 项目 | 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | 测点6 | 测点7 | 测点8 |
|---|---|---|---|---|---|---|---|---|
| 实测值1 | 5.22 | 5.20 | 5.21 | 5.22 | 5.21 | 5.20 | 5.22 | 5.21 |
| 实测值2 | 5.20 | 5.21 | 5.20 | 5.21 | 5.20 | 5.20 | 5.21 | 5.20 |
在穿孔管段管体上取样,用直读光谱仪对试样进行化学成分分析,结果如表2所示。由表2可知:管体材料的化学成分符合GB/T 699—2015 《优质碳素结构钢》对20钢的要求。
| 项目 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | |
| 实测值 | 0.17 | 0.24 | 0.42 | 0.019 | 0.010 | 0.041 |
| 标准值 | 0.17~0.23 | 0.17~0.37 | 0.35~0.65 | <0.035 | <0.035 | <0.25 |
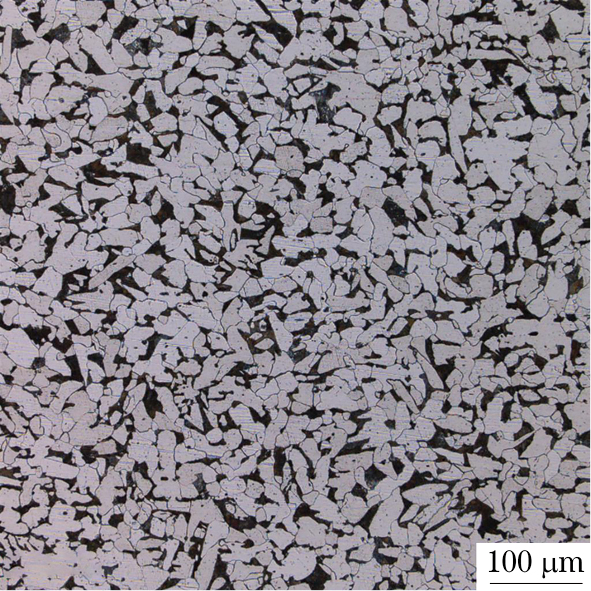
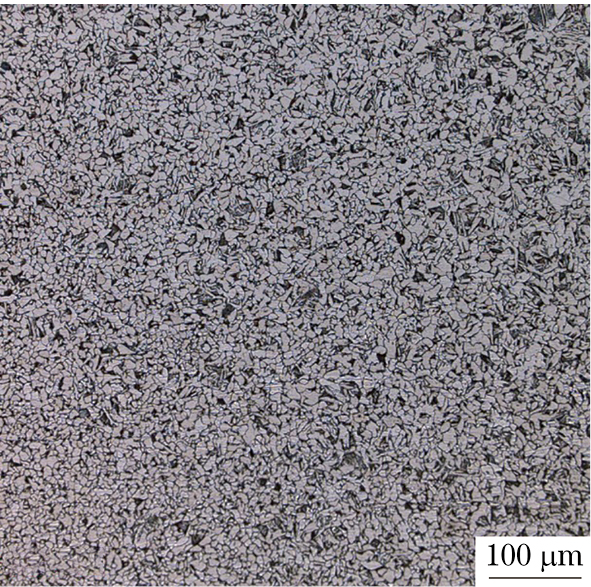
在穿孔管段管体以及环焊缝穿孔部位附近取样,依据GB/T 13298—2015 《金属显微组织检验方法》,用激光共聚焦显微镜对管体试样进行观察,用超景深数码显微镜对环焊缝试样进行观察。管体试样的显微组织形貌如图3所示,可以看出管体试样的组织为铁素体+珠光体。环焊缝试样的显微组织形貌如图4所示。由图4可知:环焊缝的组织为铁素体、珠光体+铁素体,属于20管线钢的正常组织。
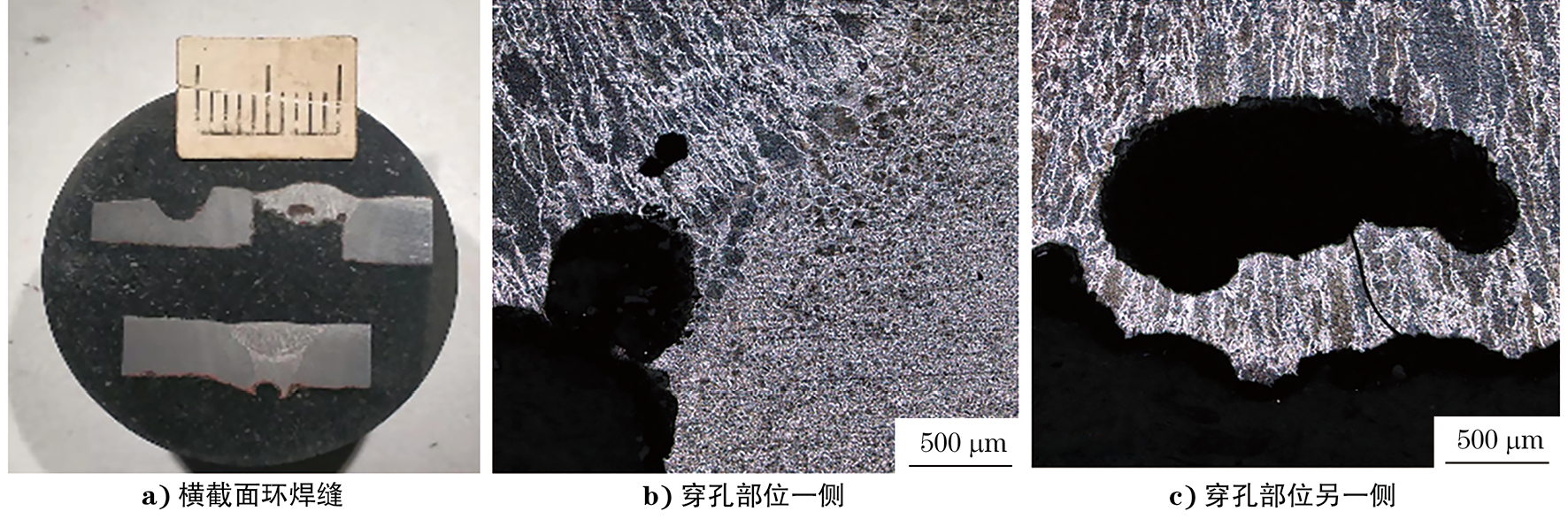
用光学显微镜及图像分析系统对焊接接头进行低倍组织检验,结果如图5所示。由图5可知:焊接接头横截面环焊缝可见未焊透缺陷和内腐蚀痕迹;穿孔部位两侧的组织为针状铁素体+贝氏体。
在穿孔管段管体上截取纵向拉伸试样,依据GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》,用材料试验机对试样进行拉伸试验,结果如表3所示。由表3可知:管体的拉伸性能符合GB/T 8163—2008的要求。
| 项目 | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 实测值 | 453,457,435 | 319,326,299 | 38.0,36.5,23.5 |
| 平均值 | 448 | 315 | 33 |
| 标准值 | ≥410 | ≥245 | ≥20 |
在穿孔管段的焊缝、热影响区和母材上取样,依据GB/T 4340.1—2009 《金属材料 维氏硬度试验 第1部分:试验方法》对试样进行维氏硬度测试,结果如表4所示。
| 项目 | 焊缝 | 热影响区 | 母材 |
|---|---|---|---|
| 实测值 | 200,190,206 | 172,162,171 | 145,147,140 |
| 平均值 | 197 | 170 | 145 |
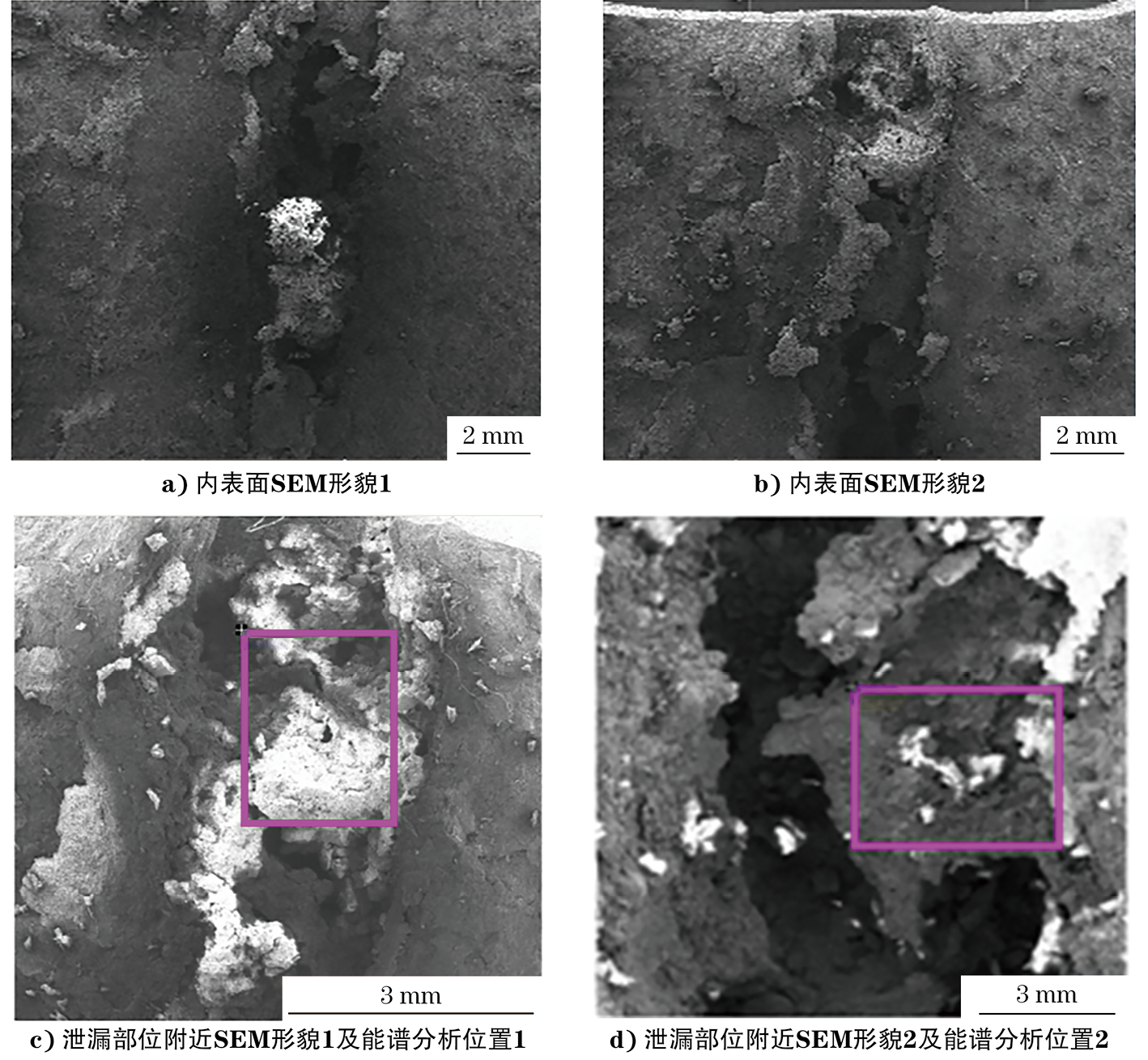
在管段泄漏部位附近环焊缝上取样,用扫描电镜对环焊缝内表面进行分析,结果如图6所示。由图6可知:焊缝存在未焊透痕迹。
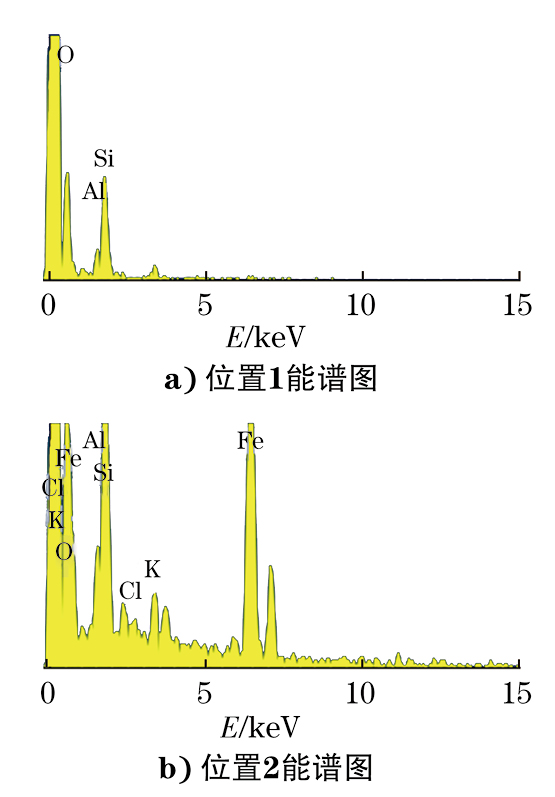
对环焊缝内表面泄漏部位附近进行能谱分析,分析位置如图6c),6d)所示,分析结果如图7所示。由图7可知:环焊缝内表面泄漏部位附近附着物主要成分是硅的化合物、铝的化合物、铁氧化物、氯化物等沉积物与腐蚀产物。
由金相检验结果可知:管体材料的组织均为铁素体+珠光体,焊缝熔合区组织为针状铁素体+铁素体+贝氏体,环焊缝热影响区组织为铁素体、珠光体+铁素体,均属于正常组织;环焊缝可见未焊透和内腐蚀痕迹,焊缝附近有机械损伤痕迹。管体材料的化学成分和力学性能均符合标准要求。
未焊透的焊缝与固体沉积物形成缝隙,极易发生沉积物缝隙腐蚀。对现场工况进行调查,发现现场管道中输送的介质是含水天然气,介质属于酸性流体,介质中夹带有固体细颗粒,固体细颗粒沉积后与焊缝内表面形成缝隙,存在缝隙腐蚀现象。
缝隙腐蚀形成条件为缝隙宽度一般不大于0.1 mm,并且有介质在缝隙中。缝隙腐蚀发生在金属和合金中,容易钝化的金属和合金更易引起腐蚀,腐蚀介质包括酸性、中性和淡水介质,介质中含有Cl- ,更容易引起腐蚀。腐蚀过程为:缝隙内逐渐缺氧阶段,前期缝隙宽度较大,发生吸氧腐蚀,对水中溶解氧进行消耗,随着腐蚀产物的增多,缝隙宽度越来越小,引起缝隙内缺氧,缝隙内外构成氧浓度差电池,其中阳极为缝隙内部金属表面,阴极为缝隙外部自由表面;Cl- 迁移进入、溶液pH下降,随着缝隙内缺氧阶段的持续进行,金属Fe在缝隙内部持续溶解,引起缝内溶液中Fe2+浓度升高,为了使得电荷平衡,缝隙外部的阴离子就会迁移进入缝隙内部,缝隙内前期已经形成的氯化物与硫酸盐等金属盐类发生水解反应;随着水解反应的不断进行,缝隙内pH持续下降,pH下降促进了缝隙内金属Fe溶解,相应的缝隙外部临近表面的氧还原速率变快,加剧了缝隙内金属的腐蚀。
通过上述分析可知,环焊缝内壁泄漏部位附近表面物质主要成分为Fe3O4、FeCl2以及Fe(OH)2,与能谱分析结果基本一致。天然气夹带的固体颗粒沉积后与未焊透焊缝内表面构成缝隙,在含水酸性介质作用下发生缝隙腐蚀[3-4]。
输气管道环焊缝部位发生穿孔的原因为:未焊透焊缝与天然气中的固体沉积物构成缝隙,在含水酸性介质作用下发生缝隙腐蚀,焊缝阳极溶解,导致管道发生腐蚀穿孔。
建议定期清洗管道,避免结垢;对焊接工艺进行控制,并进行焊后检验,防止出现未焊透现象。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号