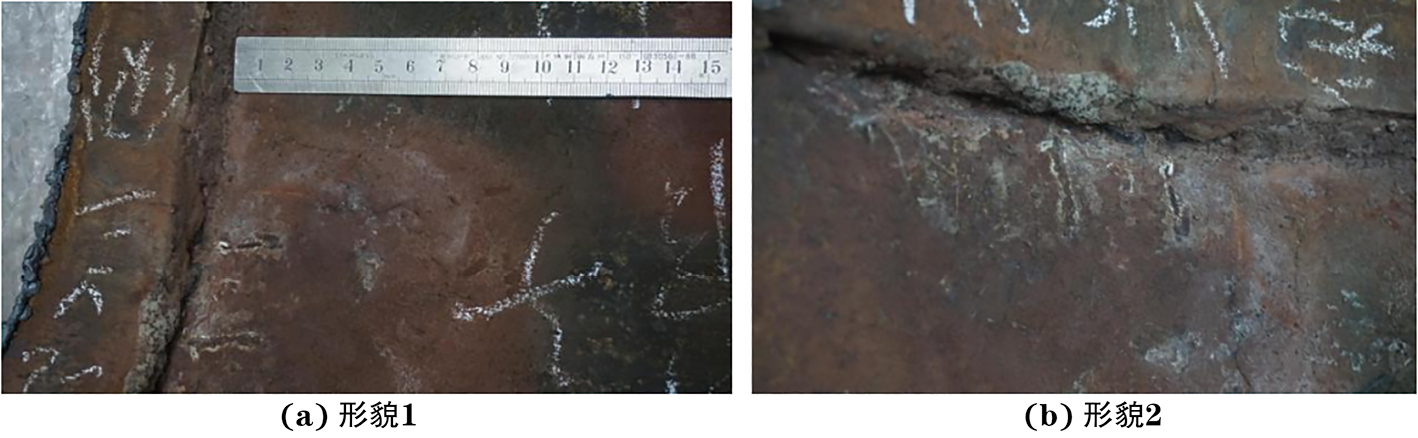
图 1泄漏管段宏观形貌
2025-01-13 12:47:05
随着工业产业的进步,化工厂事故的风险也相应增大,这主要是因为化工生产过程中使用了大量有毒、有害、易燃、易爆的化学品,而且生产过程复杂,涉及高温、高压等极端条件。因此,一旦发生事故,后果往往非常严重,可能造成人员伤亡、环境污染和财产损失。由于化工企业发生事故的原因较为复杂,氯致应力腐蚀开裂也是常见的一种失效模式。
氯致应力腐蚀开裂具有延迟破坏的特点,通常在没有预兆的情况下突然发生,危及人民的生命和财产安全,是“灾难性的”。发生氯致应力腐蚀开裂的材料几乎没有发生宏观体积上的塑性变形,并且形成的裂纹形态呈树枝状或网状,裂纹尖端尖锐,树枝状裂纹一般有发展的主干,这条主干与应力的方向垂直,裂纹附近无塑性变形,宏观裂纹均起源于存在拉应力的金属表面,具有由表面向内部扩展的特征,内部裂纹呈台阶状扩展。断口呈解理或准解理特征。
某化工企业压力容器入口管道在生产过程中发生了工艺气泄漏事故,该泄漏管与法兰之间由焊缝连接,泄漏位置靠近焊缝,该设备已经服役15 a,该管在使用期间每年进行定期检验,未发生泄漏情况,泄漏管道规格为530 mm×16 mm(外径×壁厚),管子材料为S32168不锈钢,法兰基层材料为15CrMo钢,覆层堆焊层材料为S30403钢。泄漏设备的设计压力为4.0 MPa,操作压力为3.65 MPa,设计温度为320 ℃,操作温度为280 ℃。管道中介质为工艺气,工艺气主要由CO2、CO、氯胺、H2O等组成。笔者采用一系列理化检验方法对容器入口工艺气管段的泄漏原因进行分析,以防止发生更大的事故。
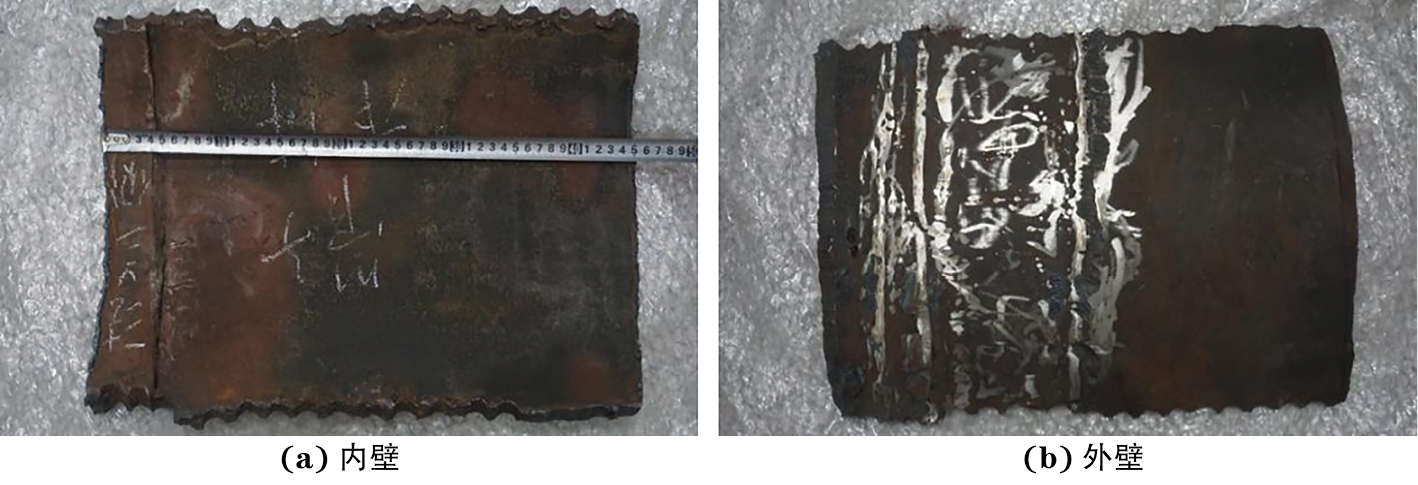
从压力容器入口泄漏管段上截取试样,对试样进行宏观观察,结果如图1所示。泄漏管段由焊缝连接,焊缝一侧为法兰,一侧为管子,靠近焊缝的位置有一处泄漏点。泄漏管段内壁呈褐色、黑色,附着有褐色垢物,焊缝成形差,根部未焊透,焊缝附近存在垂直于焊缝的横向裂纹(见图2);泄漏管段外壁呈黑色,存在打磨、切割痕迹。
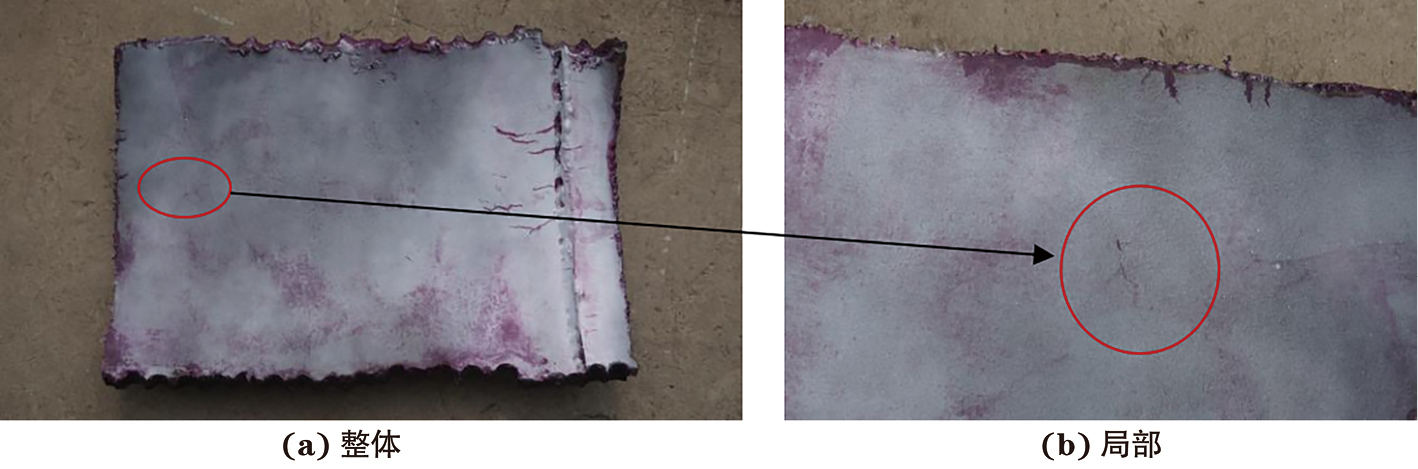
对该泄漏管段内、外壁进行清洗,再对其内壁进行渗透检测,结果如图3所示。由图3可知:泄漏管段内部裂纹位于焊接接头位置,并且裂纹较长,最长约为50 mm,焊缝两侧热影响区裂纹沿管道长度方向扩展,垂直于焊缝且平行分布,并且存在细小分叉;在远离焊缝区域的母材部位也存在裂纹,裂纹细小,长度约为20 mm,沿管纵向扩展;管外壁未发现裂纹,由此判断,管段裂纹起裂于内壁,并向外壁扩展。
对管侧母材、法兰侧覆盖层和基层进行化学成分分析,结果如表1~3所示。由表1~3可知:管侧母材的化学成分符合GB/T 13296—2013《锅炉、热交换器用不锈钢无缝钢管》对S32168(06Cr18Ni11Ti)钢的要求;法兰侧母材覆层成分符合NB/T 47010—2017《承压设备用不锈钢和耐热钢锻件》对S30403(06Cr19Ni10)钢的要求;法兰侧基层化学成分符合NB/T 47008—2017《承压设备用碳素钢和合金钢锻件》对15CrMo钢的要求。
对泄漏管段的母材进行力学性能测试,结果如表4所示。由表4可知:泄漏管段的拉伸和冲击性能符合GB/T 13296—2013对S32168钢的要求。
对泄漏管的硬度进行测试,结果如表5所示。由表5可知:管侧母材硬度符合GB/T 13296—2013对S32168钢的要求;法兰侧基层硬度符合NB/T 47008—2017对15CrMo钢的要求;法兰侧母材覆盖层硬度高于NB/T 47010—2017对S30403钢的要求。
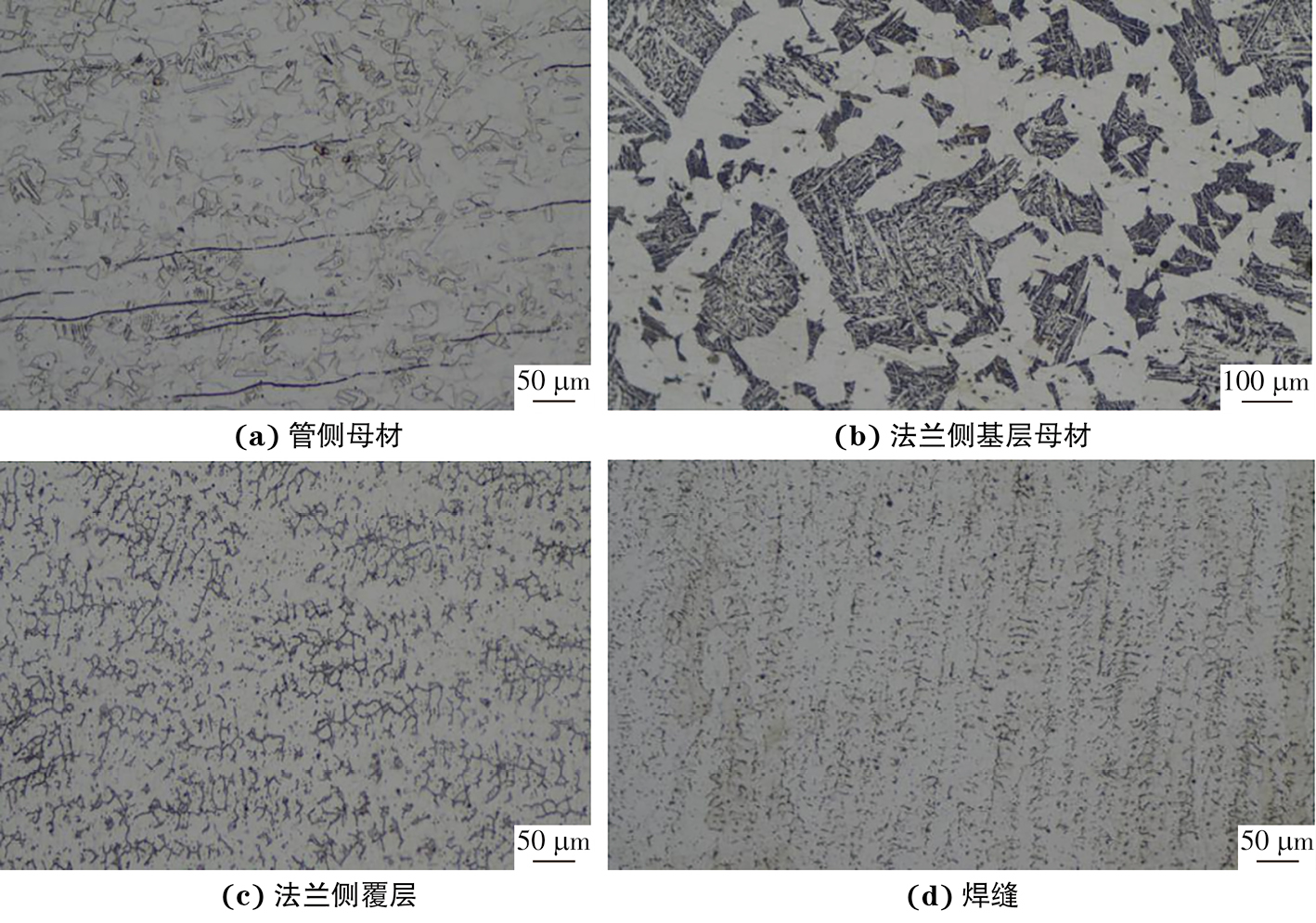
从带有裂纹的管段上分别截取焊接接头、管侧母材、法兰侧母材及法兰侧覆盖层试样,将这些试样置于光学显微镜下观察,结果如图4所示。由图4可知:管侧母材的显微组织为奥氏体+形变马氏体+析出相,析出相呈链状、点状,形变马氏体主要分布在管段内壁裂纹周围,裂纹由内壁向外壁扩展,呈树枝状、台阶状、孤岛状穿晶扩展;焊缝的显微组织为奥氏体+铁素体;法兰侧母材的显微组织为铁素体+珠光体;法兰侧覆盖层的显微组织为奥氏体+铁素体,裂纹从覆层侧扩展至熔合线。
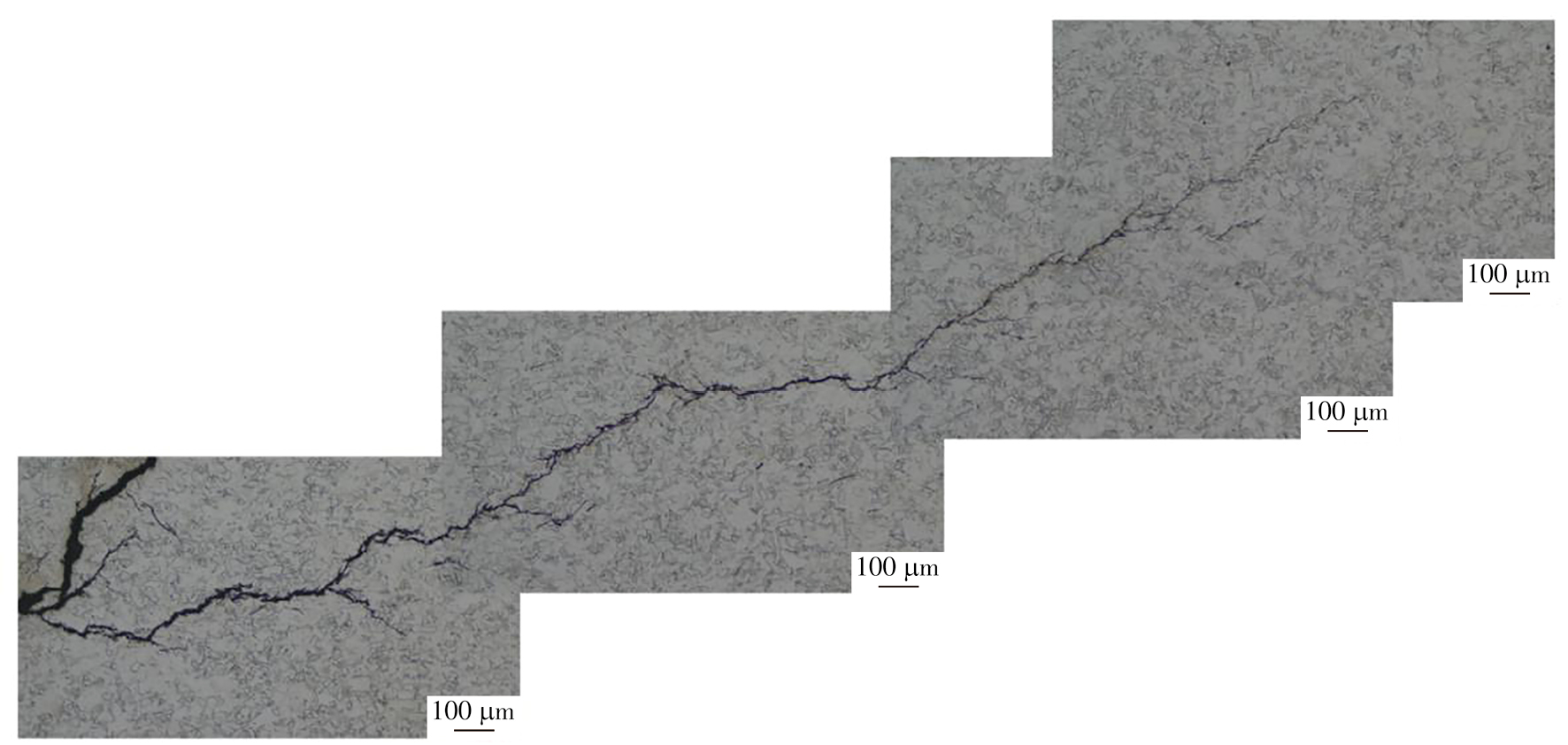
对裂纹分布形态和微观形貌进行观察,结果如图5所示。由图5可知:裂纹靠近于焊缝,起裂于内部,分布范围较宽,裂纹分支较多,呈树枝状,具有典型的应力腐蚀开裂特征。
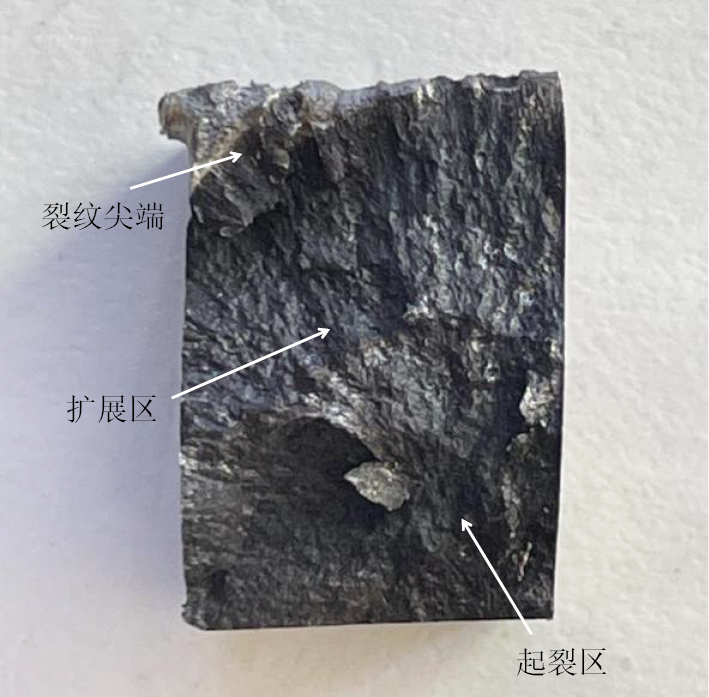
打开裂纹,以裂纹面为检验面,断口外观如图6所示。由图6可知:断口表面呈黑色,断面粗糙,表面附着有较为致密的垢物,存在明显从内壁向外壁扩展的条纹。
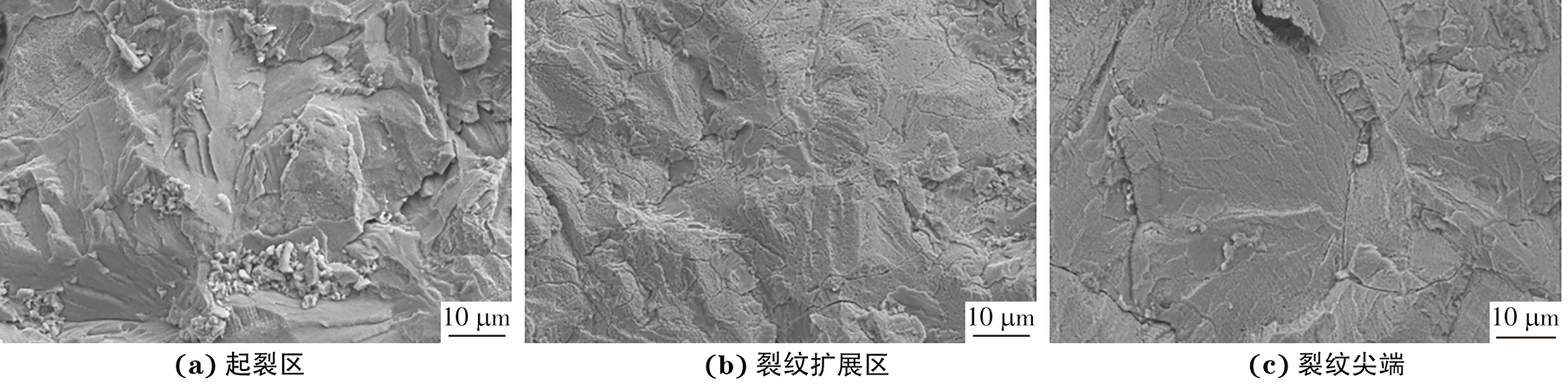
采用扫描电镜(SEM)对断口进行分析,结果如图7所示。由图7可知:起裂区呈发散状,裂纹源在内壁,断口表面存在河流状、台阶状花样,呈解理开裂特征,符合氯致应力腐蚀开裂特征[1-4]。
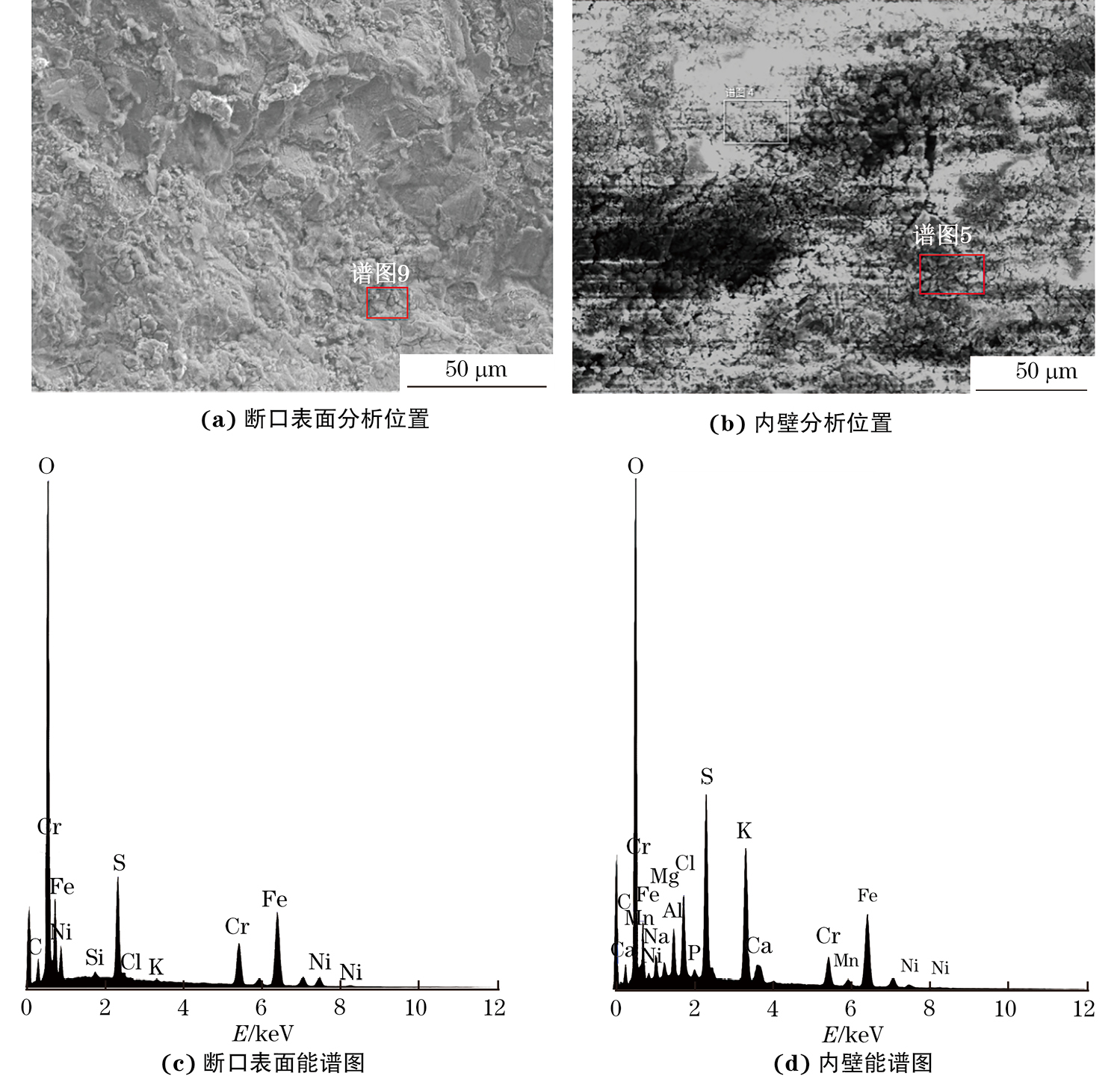
采用能谱仪对断口表面和内壁垢物成分进行分析,结果如图8所示。由图8可知:开裂面产物主要含O、Fe、Cr、C、S、Ni元素,以及少量的Cl、Si、K元素;内壁垢物主要含O、Fe、K、S、C、Cr、Cl、Al、Na、Ni、Ca元素,以及少量的Mn、Mg、P元素。
由垢物成分分析结果可知,垢物中含有Cl元素,Cl元素为奥氏体不锈钢的应力腐蚀敏感元素,Cl元素的质量分数为3.1%,远远高于材料标准的上限,结合化学成分分析结果可知,Cl元素并非由原始制造过程引入,与介质中氯离子含量有关,是由使用过程中沉积产生的。
由化学成分分析和力学性能测试结果可知,泄漏管段的化学成分符合标准要求,力学性能也符合标准要求。
宏观观察、渗透检测及断口分析结果表明:管段裂纹起裂于内壁,向外壁扩展;裂纹始于管段内壁且垂直于管壁向外壁扩展,表明裂纹与接触介质有关,管道无明显的壁厚减薄和塑性变形,裂纹细长、锐利且呈树枝状,尾端分叉,裂纹的扩展方式以穿晶为主,裂纹沿管道长度方向扩展[5],垂直于焊缝且平行分布,与管道内最大应力方向垂直;析出相呈链状、点状,断口表面存在河流状、台阶状花样,呈解理开裂形貌,具有明显的应力腐蚀开裂特征。
金相检验结果表明:铁素体含量的增多会导致不锈钢的塑性和韧性下降,奥氏体不锈钢在应力的作用下发生γ相变转变,在断口上出现形变马氏体[6],这种局部区域的相变会导致氯致应力腐蚀敏感性增大。
由垢物能谱分析结果可知,垢物中含有Cl元素,Cl元素为奥氏体不锈钢应力腐蚀敏感元素。断裂管段的接触介质为CO2、CO、氯胺、H2O等,介质中含有氯胺,是氯化物的来源,管中介质的氯离子对钝化膜造成局部破坏,同时进入裂纹尖端,使腐蚀加剧,能谱分析结果表明垢物含有O元素和S元素,S元素和O元素的存在促进了裂纹的扩展。
氯致应力腐蚀开裂满足3个必要条件:敏感材料、温度、介质。泄漏管段材料属于300系列不锈钢,应力腐蚀开裂温度不低于38 ℃,同时敏感性随温度的升高而增大,而泄漏管段的操作温度为280 ℃,符合氯致应力腐蚀开裂的条件[7-9]。同时,宏观观察发现焊缝存在未焊透的情况,由于保温层破损,管线部分部位的温度通常会低于露点温度而形成凝露,水会从工艺气中吸收Cl−,Cl−易在管壁缺陷部位富集,随着温度达到蒸发条件,缺陷处氯离子局部浓度增加,开裂敏感性也随之增大,溶液中的氯离子含量是应力腐蚀的主要原因,管道焊接内表面缺陷和介质温度促进了局部氯离子浓度的增大。
综合上述分析可以得出:泄漏管道开裂性质属于氯致应力腐蚀开裂。
(1)泄漏管段材料的化学成分符合标准要求,力学性能也符合标准要求。
(2)泄漏管段裂纹形貌呈树枝状、台阶状、孤岛状穿晶扩展,具有氯致应力腐蚀开裂的特征。
(3)泄漏管道焊缝成形差、根部未焊透,再加上保温层破损,导致管线内壁温度低于露点温度而形成凝露,水从工艺气中吸收Cl−并在管壁缺陷部位富集,在管道介质温度、管道内压力和焊接残余应力的联合作用下,管道发生氯致应力腐蚀开裂,从而导致管道发生泄漏。
建议管段焊接时采用氩弧焊打底,以确保焊缝全焊透和管段内表面的焊接质量。注意加强质量管控,减少表面加工痕迹,避免焊接弧坑。运行过程中加强保温层的检查,避免管线内温度过低而形成凝露,从而降低管道氯致应力腐蚀开裂的敏感性。
文章来源——材料与测试网